162 3
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE
PROGRAMOWANIE
B-63834PL/01
13.4.2
Cykl prostego szlifowania poprzecznego stałowymiarowego (G72)
Format
G72 P_ A_ B_ W_ U_ l_ K_ H_ ;
P : Numer licznika (1 do 4)
A : Głębokość pierwszego skrawania B : Głębokość drugiego skrawania W: Zakres szlifowania
U : Czas przerwy Można zadać maksymalnie : 99999.999 sekund I : Szybkość posuwu A i B K : Szybkość posuwu W
H : Liczba powtórzeń Wartość nastawcza : 1 do 9999
Objaśnienia
Przy zastosowaniu operacji pominięcia wielostopniowego, można podać numer licznika. Metoda ustalania numeru licznika jest taka sama, jak metoda funkcji wielostopniowego pominięcia. Jeśli operacja wielostopniowego pominięcia nie jest stosowana, to tradycyjny sygnał pominięcia jest poprawny. Stosuje się tę samą specyfikację jak w G71 z wyjątkiem specyfikacji numeru licznika.
• Przebieg w chwili wprowadzenia sygnału pominięcia
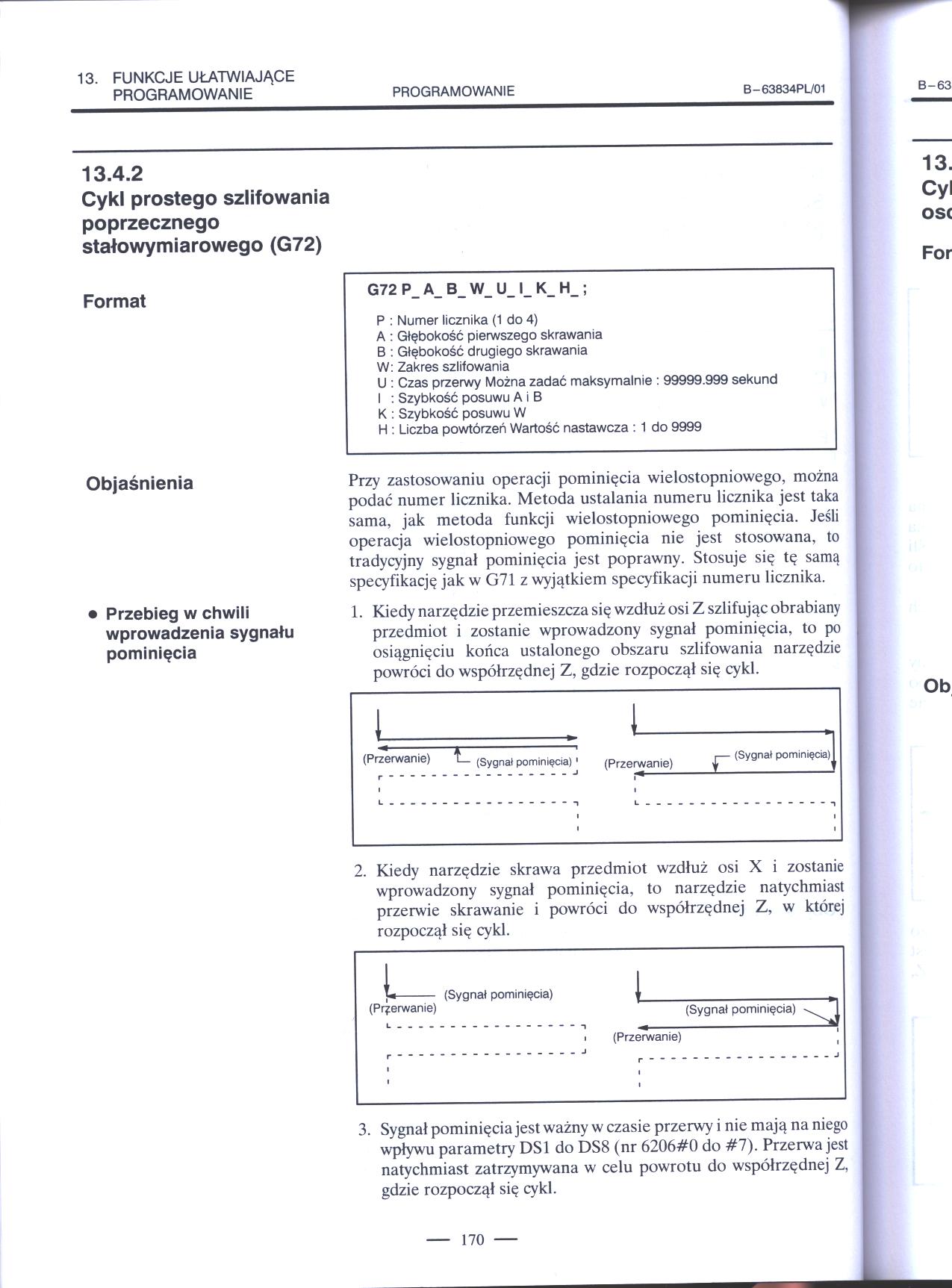
1. Kiedy narzędzie przemieszcza się wzdłuż osi Z szlifując obrabiany przedmiot i zostanie wprowadzony sygnał pominięcia, to po osiągnięciu końca ustalonego obszaru szlifowania narzędzie powróci do współrzędnej Z, gdzie rozpoczął się cykl.
|
1 J |
_ |
|
(Przerwanie) t_ (Sygnał pominięcia); (Przerwanie) ^ (Sygnał pominięcia) | |
|
r 1 L.................-i 1 |
L.................i 1 |
2. Kiedy narzędzie skrawa przedmiot wzdłuż osi X i zostanie wprowadzony sygnał pominięcia, to narzędzie natychmiast przerwie skrawanie i powróci do współrzędnej Z, w której rozpoczął się cykl.
U
(Przerwanie)
(Sygnał pominięcia)
(Sygnał pominięcia)
(Przerwanie)
3. Sygnał pominięcia jest ważny w czasie przerwy i nie mają na niego wpływu parametry DS1 do DS8 (nr 6206#0 do #7). Przerwa jest natychmiast zatrzymywana w celu powrotu do współrzędnej Z, gdzie rozpoczął się cykl.
170 —
Wyszukiwarka
Podobne podstrony:
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPROGRAMOWANIE B-63834PL/0113.2.5Cykl głębokiego wiercenia
128 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/0113.1.3Cykl toczenia czołowego
159 4 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/0113.3.3Cykl wiercenia czołowego
168 2 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PU01 ADNOTACJA 1
150 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3 STAŁY CYKL OBRÓBKI DLA
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE13.1.4Jak korzystać ze stałych cykli
133 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Cykl skrawania czołowego (G9
138 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.2 Usuwanie naddatku
139 4 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.3Powtórzenie wzoru
140 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEADNOTACJA 1
141 2 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01PrzykładyUsuwanie naddatku
144 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.6 Cykl wiercenia średnic
145 6 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.7 Cykl obróbki gwintów
148 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady • Przestawne nacinan
149 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.8 Uwagi dotyczące cyklu
152 4 B-63834PU01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Płaszczyzna powrotu G98/G99
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Oznaczenie symboli na rysunkach W
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3.1 CYKL WIERCENIA CZOŁOWEGO
więcej podobnych podstron