M Feld TBM302
302
8. Projektowanie procesu technologicznego części klasy wał
mioty 1 osadzone luźno pod kątem Sw odpowiednich wybraniach separatora 2 obracają się wokół własnej osi i jednocześnie ślizgają wzdłużnie po powierzchniach tarcz docierających. Separator osadzony mimośrodowo na sworzniu 3 otrzymuje napęd po zazębieniu się z dolną tarczą docierającą
Proces docierania zewnętrznych powierzchni walcowych umożliwia uzyskanie chropowatości powierzchni o Ra = 0,16-^0,01 pm, przy dużej dokładności (6 do 01 klasy dokładności), jak również małych odchyłek kształtu.
Docieranie jest powszechnie stosowane do obróbki bardzo dokładnej powierzchni płaskich i dlatego będzie ono bardziej szczegółowo omówione w rozdz. 12.
|
Diament | ||
|
Stopy lekkie metale kolorowe |
Materiały organiczne |
Materiały nieorganiczne |
|
Stopy aluminium |
Drewno |
Szkło |
|
Stopy miedzi |
Guma |
Kamień |
|
Stopy magnezu |
Tworzywa sztuczne |
Ceramika |
|
Regularny azotek boru | ||||
|
Materiały żelazne |
Materiały nieżelazne | |||
|
Stale węglowe |
Stopy tytanu | |||
|
Stale stopowe | ||||
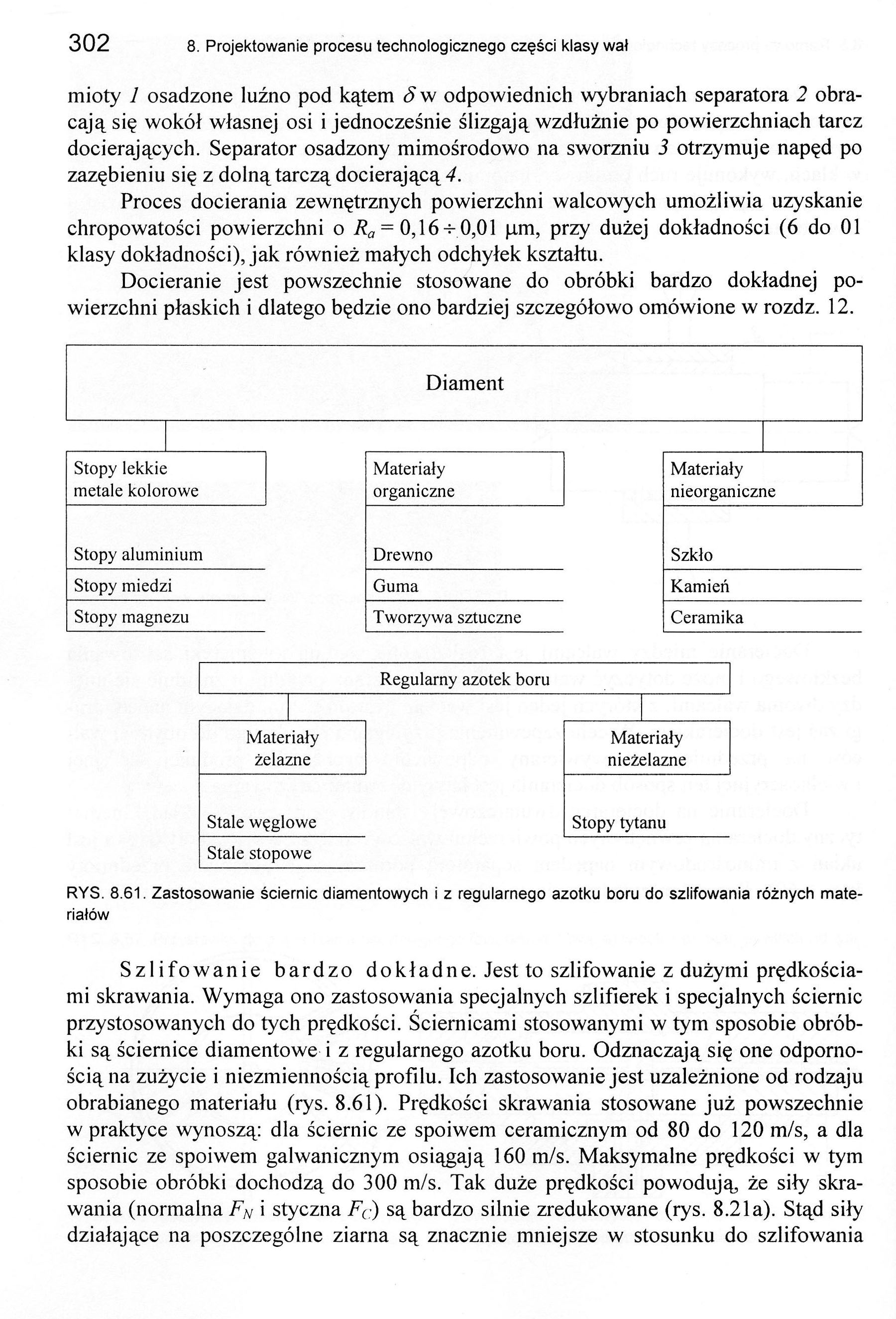
RYS. 8.61. Zastosowanie ściernic diamentowych i z regularnego azotku boru do szlifowania różnych materiałów
Szlifowanie bardzo dokładne. Jest to szlifowanie z dużymi prędkościami skrawania. Wymaga ono zastosowania specjalnych szlifierek i specjalnych ściernic przystosowanych do tych prędkości. Ściernicami stosowanymi w tym sposobie obróbki są ściernice diamentowe i z regularnego azotku boru. Odznaczają się one odpornością na zużycie i niezmiennością profilu. Ich zastosowanie jest uzależnione od rodzaju obrabianego materiału (rys. 8.61). Prędkości skrawania stosowane już powszechnie w praktyce wynoszą: dla ściernic ze spoiwem ceramicznym od 80 do 120 m/s, a dla ściernic ze spoiwem galwanicznym osiągają 160 m/s. Maksymalne prędkości w tym sposobie obróbki dochodzą do 300 m/s. Tak duże prędkości powodują, że siły skrawania (normalna FN i styczna F(:) są bardzo silnie zredukowane (rys. 8.2la). Stąd siły działające na poszczególne ziarna są znacznie mniejsze w stosunku do szlifowania
Wyszukiwarka
Podobne podstrony:
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
więcej podobnych podstron