M Feld TBM373
9
Projektowanie procesu technologicznego
części klasy tuleja i tarcza
W częściach klasy tuleja i tarcza najczęściej należy obrabiać zewnętrzne i wewnętrzne powierzchnie walcowe. Obróbkę zewnętrznych powierzchni walcowych omówiono w rozdziale poprzednim, w technologii wałów. W technologii tulei i tarcz będzie omówiona obróbka otworów na tokarce, gdyż ten sposób obróbki jest dla tych części najczęściej stosowany. Tuleje i tarcze obrabia się na tokarkach kłowych, wielonarzę-dziowych, półautomatach tokarskich, automatach rewolwerowych. Duże gabarytowo tuleje i tarcze obrabia się na tokarkach karuzelowych.
|
'////////////a | ||
|
60 | ||
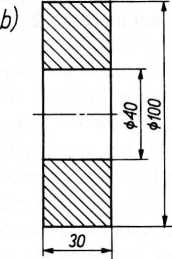
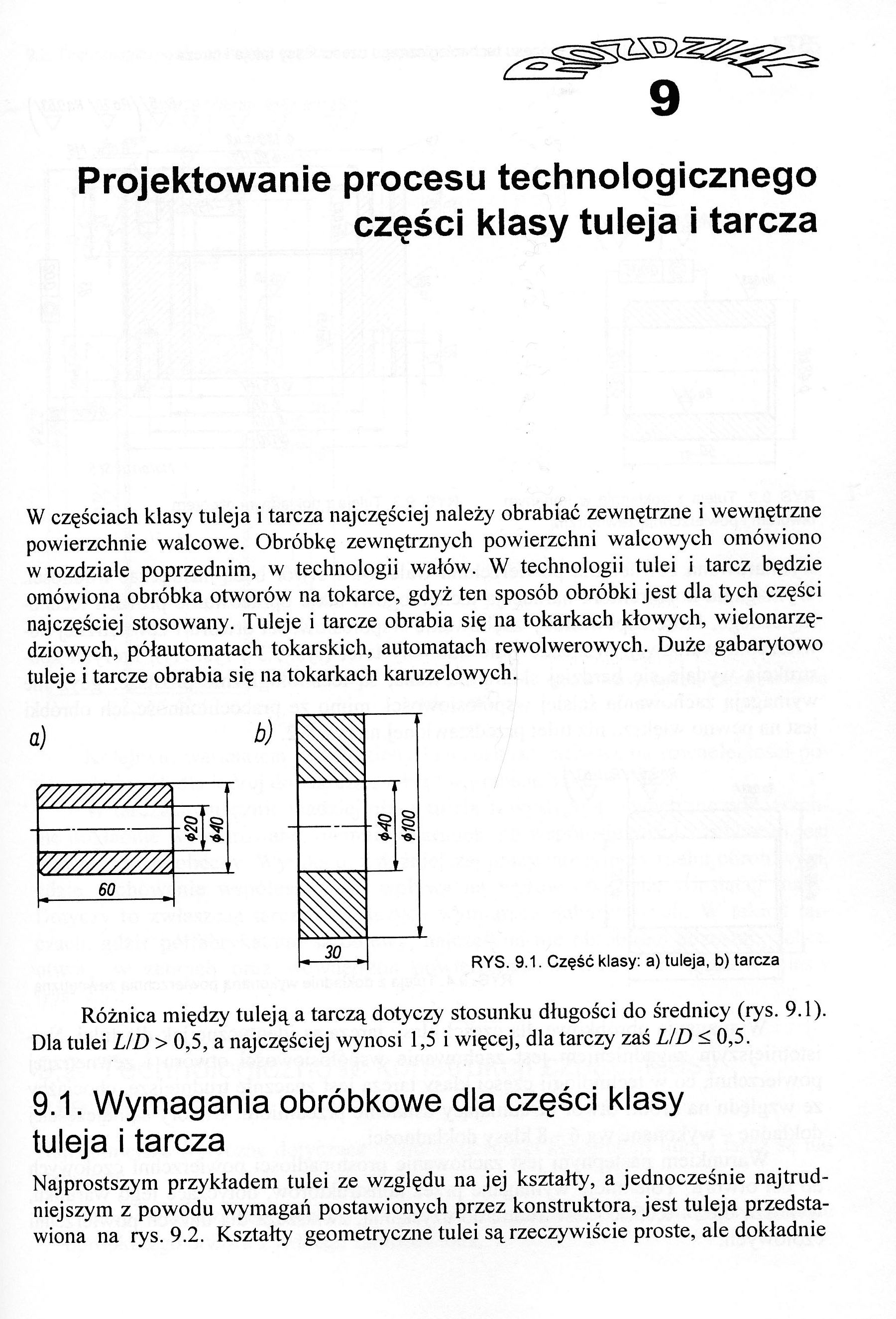
RYS. 9.1. Część klasy: a) tuleja, b) tarcza
Różnica między tuleją a tarczą dotyczy stosunku długości do średnicy (rys. 9.1). Dla tulei LID > 0,5, a najczęściej wynosi 1,5 i więcej, dla tarczy zaś LID < 0,5.
9.1. Wymagania obróbkowe dla części klasy tuleja i tarcza
Najprostszym przykładem tulei ze względu na jej kształty, a jednocześnie najtrudniejszym z powodu wymagań postawionych przez konstruktora, jest tuleja przedstawiona na rys. 9.2. Kształty geometryczne tulei są rzeczywiście proste, ale dokładnie
Wyszukiwarka
Podobne podstrony:
M Feld TBM259 8Projektowanie procesu technologicznegoczęści klasy wał Części maszyn klasy wał występ
M Feld TBM453 10Projektowanie procesu technologicznegoczęści klasy dźwignia Części klasy dźwignia są
M Feld TBM481 11Projektowanie procesu technologicznegoczęści klasy korpus Pojęcie części klasy korpu
M Feld TBM581 Projektowanie procesu technologicznegoczęści klasy koło zębate Technologia części klas
M Feld TBM449 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM371 8.7. Przykłady procesów technologicznych dla części klasy wał 371 S P a fcjEJ b
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM293 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.50. Kinematyka procesu d
M Feld TBM295 8.5. Ramowe procesy technologiczne wałów stopniowanych295a)
M Feld TBM299 8.5. Ramowe procesy technologiczne wałów stopniowanych299 RYS. 8.56. Zasada dogładzani
M Feld TBM305 8.5. Ramowe procesy technologiczne wałów stopniowanych305 RYS. 8.64. Głowica rolkowa d
M Feld TBM307 8.5. Ramowe procesy technologiczne walów stopniowanych307 RYS. 8.68. Toczenie powierzc
M Feld TBM381 9.5. Ramowe procesy technologiczne tulei i tarcz RYS. 9.16. Toczenie czoła tulei na tr
M Feld TBM543 Projektowanie procesu technologicznegodla części płaskich Części płaskie, jak wskazuje
MIECZYSŁAW FELD podstawy projektowania procesów technologicznych typowych części maszyn
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
więcej podobnych podstron