M Feld TBM462
462
10. Projektowanie procesu technologicznego części klasy dźwignia
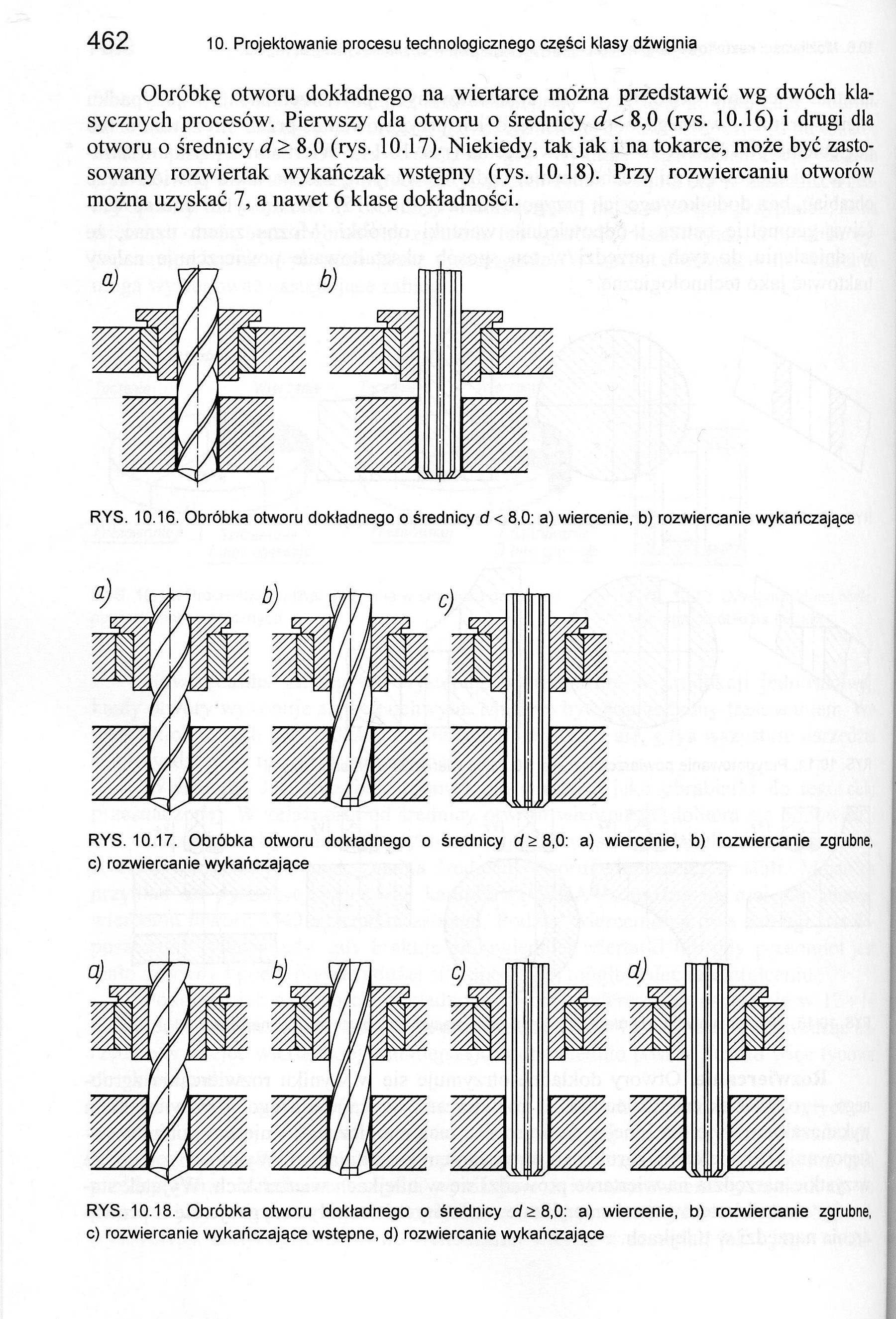
Obróbkę otworu dokładnego na wiertarce można przedstawić wg dwóch klasycznych procesów. Pierwszy dla otworu o średnicy d< 8,0 (rys. 10.16) i drugi dla otworu o średnicy d > 8,0 (rys. 10.17). Niekiedy, tak jak i na tokarce, może być zastosowany rozwiertak wykańczak wstępny (rys. 10.18). Przy rozwiercaniu otworów można uzyskać 7, a nawet 6 klasę dokładności.


RYS. 10.16. Obróbka otworu dokładnego o średnicy d < 8,0: a) wiercenie, b) rozwiercanie wykańczające

RYS. 10.17. Obróbka otworu dokładnego o średnicy d> 8,0: a) wiercenie, b) rozwiercanie zgrubne, c) rozwiercanie wykańczające

RYS. 10.18. Obróbka otworu dokładnego o średnicy d> 8,0: a) wiercenie, b) rozwiercanie zgrubne, c) rozwiercanie wykańczające wstępne, d) rozwiercanie wykańczające
Wyszukiwarka
Podobne podstrony:
M Feld TBM454 454 10. Projektowanie procesu technologicznego części klasy dźwignia W częściach klasy
M Feld TBM456 456 10. Projektowanie procesu technologicznego części klasy dźwignia10.4. Podział częś
M Feld TBM458 458 10. Projektowanie procesu technologicznego części klasy dźwignia Jak widać, proces
M Feld TBM464 464 10. Projektowanie procesu technologicznego części klasy dźwignia RYS. 10.21. Obrób
M Feld TBM466 466 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM468 468 10. Projektowanie procesu technologicznego części klasy dźwignia trzeby stosowania
M Feld TBM472 472 10. Projektowanie procesu technologicznego części klasy dźwigniaInstrukcja uzbroje
M Feld TBM474 474 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM460 460 10. Projektowanie procesu technologicznego części klasy dźwignia średnicę, obrabia
M Feld TBM457 457 10.5. Ramowe procesy technologiczne części klasy dźwignia10.5. Ramowe procesy tech
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM656 656 13. Projektowanie procesu technologicznego części klasy koło zębate niewłaściwego
M Feld TBM470 470 Podpis Podpis Podpis 10. Projektowanie procesu technologicznego części klasy
M Feld TBM334 334 8. Projektowanie procesu technologicznego części klasy wał usunięcie warstwy nawęg
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
więcej podobnych podstron