M Feld TBM556
556
12. Projektowanie procesu technologicznego dla części płaskich
kańczającej. Od nacisku jednostkowego jest zależna również ilość wydzielanego ciepła podczas obróbki, co wiąże się z jakością warstwy wierzchniej.
Naciąg wstępny taśmy ściernej. Jest on potrzebny do wywołania docisku między taśmą ścierną a kołem napędowym i przeniesienia napędu z silnika na taśmę ścierną. W szlifowaniu konwencjonalnym siła naciągu taśmy przypadająca na milimetr szerokości taśmy wynosi 1,5 -5- 7,0 N/mm, a w szlifowaniu wysoko wydajnym 12-h20 N/mm.
Prędkość posuwu wzdłużnego. Jest ona dobierana przede wszystkim w zależności od wielkości naddatku. Przy założeniu, że naddatek na obróbkę ma być usunięty w jednym przejściu, należy pamiętać o ograniczonej objętości przestrzeni między ziarnami, w których muszą się pomieścić zeskrawane wiórki. Objętość ta zależy od wielkości ziarna, gęstości nasypu, rodzaju elementu dociskowego itp.
12.6.1.2. Rola płynu obróbkowego w procesie szlifowania taśmami ściernymi
Szlifowanie taśmami ściernymi może być prowadzone na sucho lub w obecności płynu obróbkowego. Jego zadaniem, tak jak i w innych procesach obróbki ściernej, jest wypłukiwanie wykruszonych ziarn ściernych i cząstek materiału obrabianego, smarowanie, którego głównym celem jest zmniejszenie pracy tarcia między obrabianym przedmiotem a narzędziem, oraz chłodzenie.
W przypadku szlifowania na sucho jest wymagana na stanowisku pracy dobra i wydajna instalacja odciągowa, gdyż w tym procesie powstaje duże zapylenie.
12.6.2. Docieranie
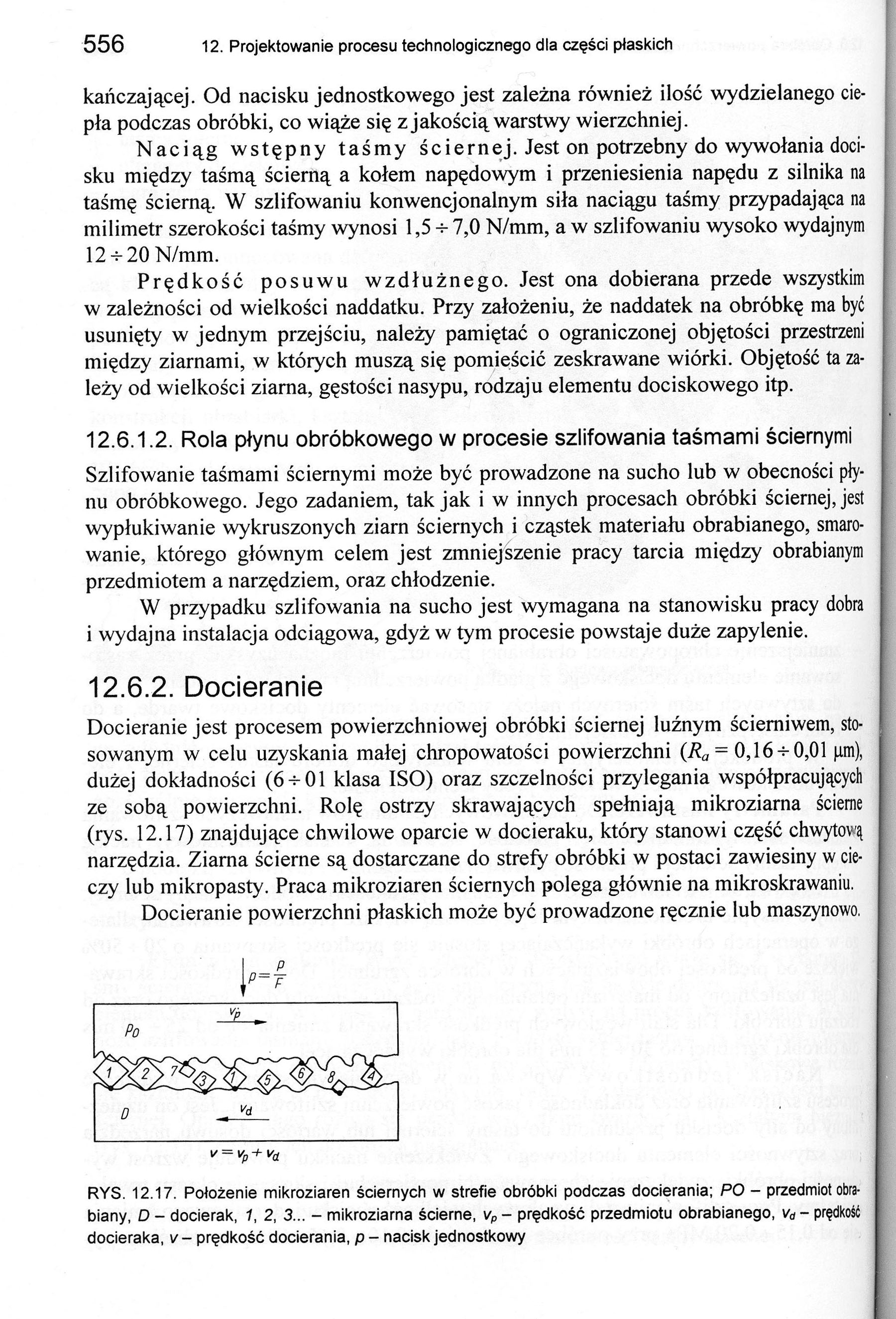
Docieranie jest procesem powierzchniowej obróbki ściernej luźnym ścierniwem, stosowanym w celu uzyskania małej chropowatości powierzchni (Ra = 0,16 + 0,01 jum), dużej dokładności (6-^01 klasa ISO) oraz szczelności przylegania współpracujących ze sobą powierzchni. Rolę ostrzy skrawających spełniają mikroziarna ścierne (rys. 12.17) znajdujące chwilowe oparcie w docieraku, który stanowi część chwytową narzędzia. Ziarna ścierne są dostarczane do strefy obróbki w postaci zawiesiny w cieczy lub mikropasty. Praca mikroziaren ściernych polega głównie na mikroskrawaniu.
Docieranie powierzchni płaskich może być prowadzone ręcznie lub maszynowo.
p
P=T
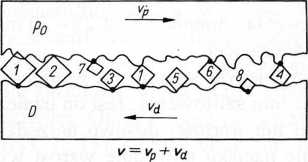
RYS. 12.17. Położenie mikroziaren ściernych w strefie obróbki podczas docierania; PO - przedmiot obrabiany, D - docierak, 1, 2, 3... - mikroziarna ścierne, vp- prędkość przedmiotu obrabianego, — prędkość docieraka, v- prędkość docierania, p - nacisk jednostkowy
Wyszukiwarka
Podobne podstrony:
M Feld TBM544 544 12. Projektowanie procesu technologicznego dla części płaskich równoległości powie
M Feld TBM546 546 12. Projektowanie procesu technologicznego dla części płaskich12.3. Półfabrykaty d
M Feld TBM548 548 12. Projektowanie procesu technologicznego dla części płaskich12.5.1.1. &nbs
M Feld TBM550 550 12. Projektowanie procesu technologicznego dla części płaskich12.5.2. Ramowe proce
M Feld TBM552 552 12. Projektowanie procesu technologicznego dla części płaskich12.6.1. Szlifowanie
M Feld TBM554 554 12. Projektowanie procesu technologicznego dla części płaskich Na proces szlifowan
M Feld TBM558 558 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.19. Zasada
M Feld TBM560 560 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.23. Dociera
M Feld TBM562 562 12. Projektowanie procesu technologicznego dla części płaskich Najbardziej rozpows
M Feld TBM564 564 12. Projektowanie procesu technologicznego dla części płaskich Mikropasty i miesza
M Feld TBM568 568 12. Projektowanie procesu technologicznego dla części płaskich12.7. Możliwości obr
M Feld TBM566 566 12. Projektowanie procesu technologicznego dla części ptaskich W szlifowaniu wedłu
M Feld TBM551 551 12.6. Obróbka powierzchni płaskich12.5.2.4. Ramowy proces technologiczny dla częśc
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM549 549 12.5. Ramowe procesy technologiczne Opracowanie procesów technologicznych dla tej
M Feld TBM660 660 13. Projektowanie procesu technologicznego części klasy koto zębate Drugi proces,
Technologiczne przygotowanie produkcji polega na projektowaniu procesów technologicznych dla obróbki
Mieczysław Feld Projektowanie procesów technologicznych typowych części maszyn
M Feld TBM355 355 8.7. Przykłady procesów technologicznych dla części klasy wał8.7. Przykłady proces
więcej podobnych podstron