M Feld TBM582
582
13. Projektowanie procesu technologicznego części klasy koło zębate
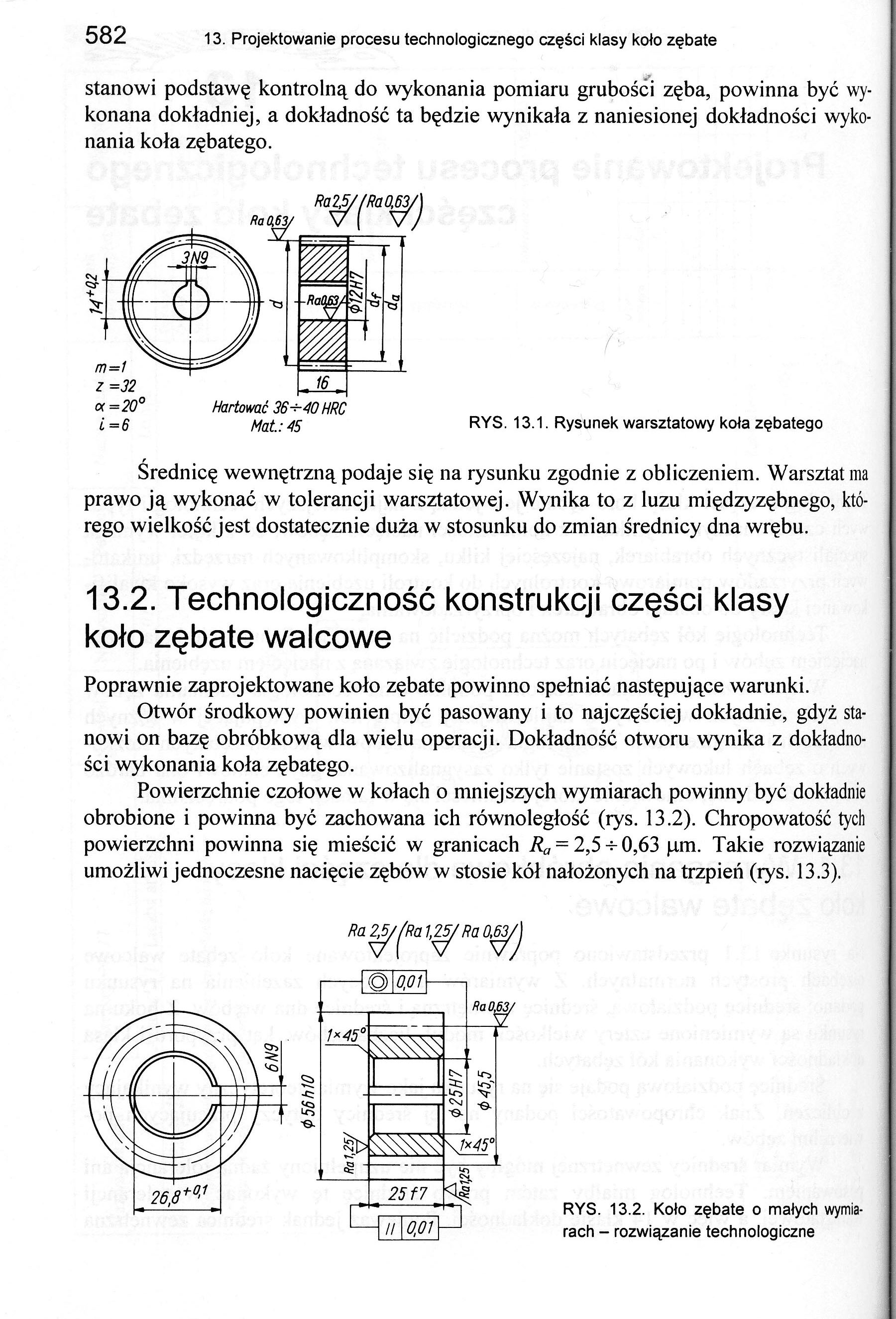
stanowi podstawę kontrolną do wykonania pomiaru grubości zęba, powinna być wykonana dokładniej, a dokładność ta będzie wynikała z naniesionej dokładności wykonania koła zębatego.
RYS. 13.1. Rysunek warsztatowy koła zębatego
Średnicę wewnętrzną podaje się na rysunku zgodnie z obliczeniem. Warsztat ma prawo ją wykonać w tolerancji warsztatowej. Wynika to z luzu międzyzębnego, którego wielkość jest dostatecznie duża w stosunku do zmian średnicy dna wrębu.
13.2. Technologiczność konstrukcji części klasy koło zębate walcowe
Poprawnie zaprojektowane koło zębate powinno spełniać następujące warunki.
Otwór środkowy powinien być pasowany i to najczęściej dokładnie, gdyż stanowi on bazę obróbkową dla wielu operacji. Dokładność otworu wynika z dokładności wykonania koła zębatego.
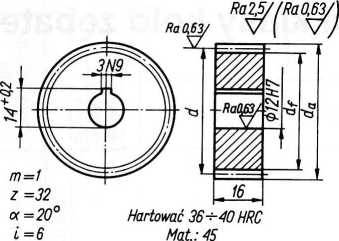
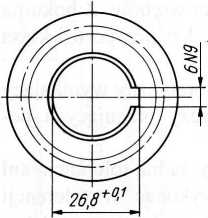
Powierzchnie czołowe w kołach o mniejszych wymiarach powinny być dokładnie obrobione i powinna być zachowana ich równoległość (rys. 13.2). Chropowatość tych powierzchni powinna się mieścić w granicach Ra = 2,5^0,63 pin. Takie rozwiązanie umożliwi jednoczesne nacięcie zębów w stosie kół nałożonych na trzpień (rys. 13.3).
Ra Z5/^Ra l,25/ Ra 0,63/J
RYS. 13.2. Koło zębate o małych wymiarach - rozwiązanie technologiczne
Wyszukiwarka
Podobne podstrony:
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM614 614 13. Projektowanie procesu technologicznego części klasy koło zębate Dłutowanie met
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM620 620 13. Projektowanie procesu technologicznego części klasy koło zębate nych, gdyż są
M Feld TBM622 622 13. Projektowanie procesu technologicznego części klasy koło zębate Podobnie jak w
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM634 634 13. Projektowanie procesu technologicznego części klasy koło zębatetrwałości narzę
więcej podobnych podstron