eksp2

Wypiek w piecu taśmowym, opalanym gazem, trwa 10-12 min. Po wypieku piaty pieczywa za pomocą specjalnych szczotek są oczyszczane z nadmiaru mąki podsypkowej. Schładzanie piatów odbywa się na przenośniku siatkowym. Po jego opuszczeniu piaty są sortowane i układane w przedziałach podajnika urządzenia krającego. 2festaw pil tarczowych obcina brzegi piatów i dzieli je na kromki 120 x 60 mm. Za pomocą przenośnika, na którym odbywa się ponowne sortowanie, kromki wędrują do maszyny pakującej [8, 9].
Metoda gorącej ekstruzji
Pozyskiwanie żywności metodą ekstruzji należy do najbardziej nowoczesnych technologii w przetwórstwie produktów zbożowych.
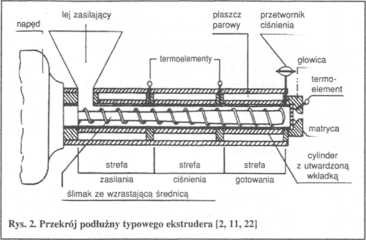
Technologie produkcji chleba płaskiego chrupkiego są realizowane głównie w ekstruderach dwuślimakowych, stanowiących podstawowe ogniwo linii produkcyjnej [1, 10, 12, 20, 25]. Schemat linii technologicznej do produkcji chleba chrupkiego przedstawiono na rys. 1. Eks-truder dwuślimakowy posiada układ plastyfikujący zbudowany z cylindra, w którym obracają się przeciwbieżnie lub współbieżnie dwa zazębiające się wzajemnie ślimaki o zróżnicowanej geometrii. Na końcu cylinder wyposażony jest w specjalną głowicę formującą produkt w postaci wstęgi, która podawana jest do urządzenia konfekcjonującego, gdzie jest ostatecznie formowana na walcach i obcinana na określoną długość (płaskie tabliczki).
Surowiec jednoskładnikowy lub mieszanka (odpowiednio rozdrobniony, np. mąka) podawany jest równomiernie do cylindra specjalnym dozownikiem. W aparacie w poszczególnych etapach procesu ekstruzji utrzymywana jest odpowiednia temperatura w zależności od wymagań technologicznych.
Zainstalowana moc urządzeń napędowych i grzewczych niewielkiego ekstrudera wynosi ok. 40 kW. Wydajność produkcji 150-200 kg/h, w zależności od zastosowanego składu surowcowego i przyjętych warunków obróbki [10, 15, 25].
Zastosowanie nowej generacji ekstruderów dwuślimakowych pozwala osiągnąć wyższe ciśnienia podczas wytłaczania i bardziej równomierne podawanie mieszaniny podczas jej teksturowania. Umożliwia to stosowanie niższej temperatury podczas ekstruzji i teksturowanie mas bardziej uwodnionych, co z kolei ułatwia wprowadzenie większych ilości białka do produktu [18],
Ekstrudery
Ekstrudery składają się z trzech podstawowych funkcjonalnych części: jednostki napędowej z elementami sterującymi, korpusu ekstru-zyjnego i urządzenia tnącego lub mieszającego, które rozrywając materiał ekstrudowany, powodują lepsze mieszanie oraz sprzyjają zamianie energii mechanicznej w cieplną [2, 5].
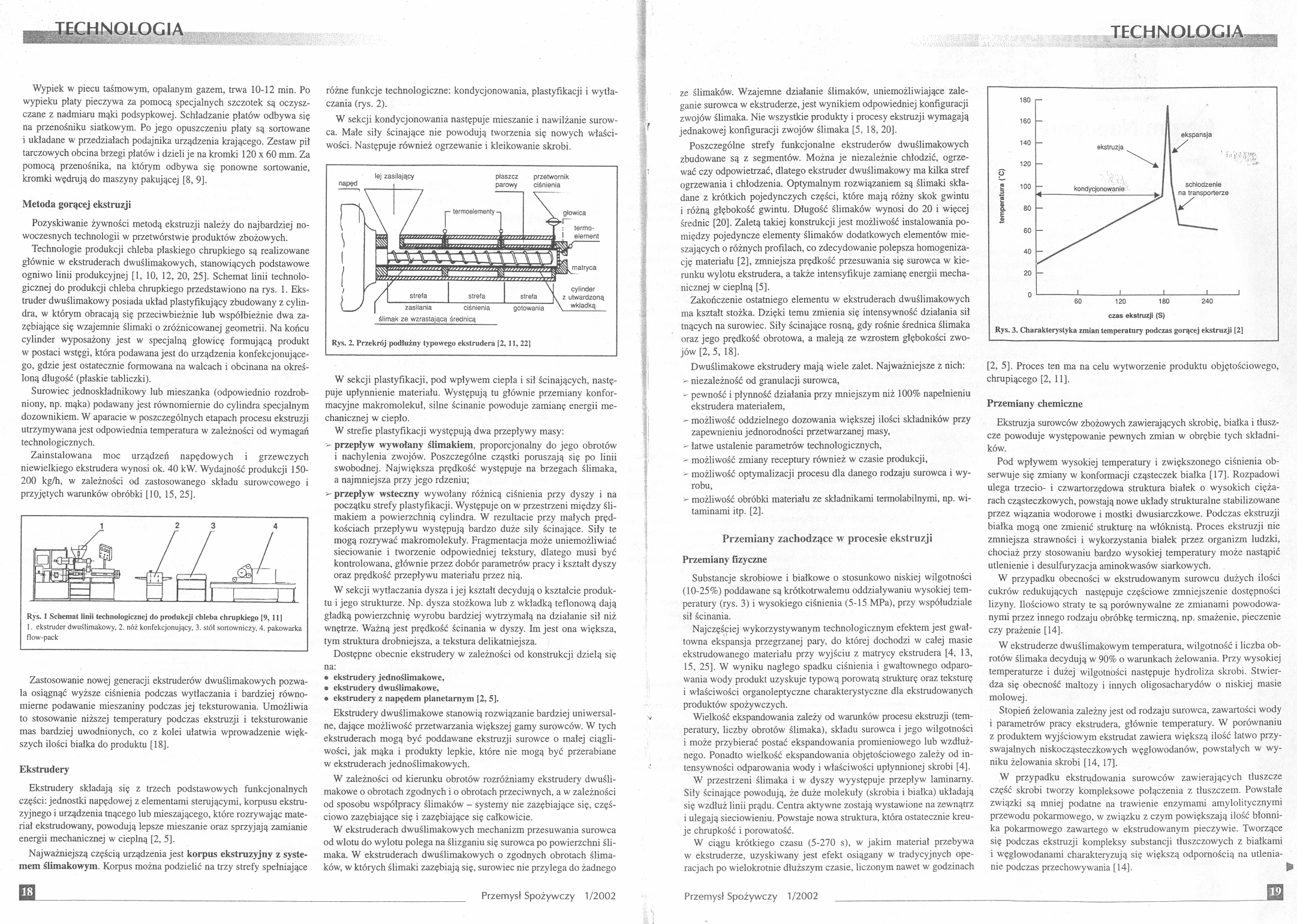
Najważniejszą częścią urządzenia jest korpus ekstruzyjny z systemem ślimakowym. Korpus można podzielić na trzy strefy spełniające
różne funkcje technologiczne: kondycjonowania, plastyfikacji i wytłaczania (rys. 2).
W sekcji kondycjonowania następuje mieszanie i nawilżanie surowca. Małe siły ścinające nie powodują tworzenia się nowych właściwości. Następuje również ogrzewanie i kleikowanie skrobi.
W sekcji plastyfikacji, pod wpływem ciepła i sil ścinających, następuje upłynnienie materiału. Występują tu głównie przemiany konfor-macyjne makromolekuł, silne ścinanie powoduje zamianę energii mechanicznej w ciepło.
W strefie plastyfikacji występują dwa przepływy masy:
•- przepływ wywołany ślimakiem, proporcjonalny do jego obrotów i nachylenia zwojów. Poszczególne cząstki poruszają się po linii swobodnej. Największa prędkość występuje na brzegach ślimaka, a najmniejsza przy jego rdzeniu;
^ przepływ wsteczny wywołany różnicą ciśnienia przy dyszy i na początku strefy plastyfikacji. Występuje on w przestrzeni między ślimakiem a powierzchnią cylindra. W rezultacie przy małych prędkościach przepływu występują bardzo duże sity ścinające. Siły te mogą rozrywać makromolekuły. Fragmentacja może uniemożliwiać sieciowanie i tworzenie odpowiedniej tekstury, dlatego musi być kontrolowana, głównie przez dobór parametrów pracy i kształt dyszy oraz prędkość przepływu materiału przez nią.
W sekcji wytłaczania dysza i jej kształt decydują o kształcie produktu i jego strukturze. Np. dysza stożkowa lub z wkładką teflonową dają gładką powierzchnię wyrobu bardziej wytrzymałą na działanie sil niż wnętrze. Ważną jest prędkość ścinania w dyszy. Im jest ona większa, tym struktura drobniejsza, a tekstura delikatniejsza.
Dostępne obecnie ekstrudery w zależności od konstrukcji dzielą się na:
• ekstrudery jednoślimakowe,
• ekstrudery dwuślimakowe,
• ekstrudery z napędem planetarnym [2,5].
Ekstrudery dwuślimakowe stanowią rozwiązanie bardziej uniwersalne, dające możliwość przetwarzania większej gamy surowców. W tych ekstruderach mogą być poddawane ekstruzji surowce o malej ciągli-wości, jak mąka i produkty lepkie, które nie mogą być przerabiane w ekstruderach jednoślimakowych.
W zależności od kierunku obrotów rozróżniamy ekstrudery dwuślimakowe o obrotach zgodnych i o obrotach przeciwnych, a w zależności od sposobu współpracy ślimaków - systemy nie zazębiające się, częściowo zazębiające się i zazębiające się całkowicie.
W ekstruderach dwuślimakowych mechanizm przesuwania surowca od wlotu do wylotu polega na ślizganiu się surowca po powierzchni ślimaka. W ekstruderach dwuślimakowych o zgodnych obrotach ślimaków, w których ślimaki zazębiają się, surowiec nie przylega do żadnego
m
Przemyśl Spożywczy 1/2002
TECHNOLOGIA-,
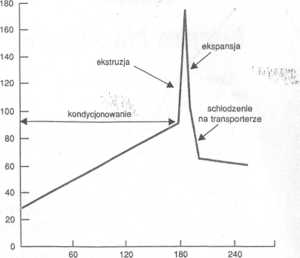
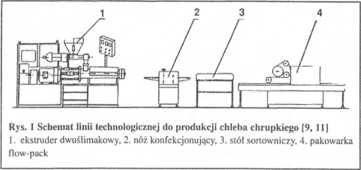
czas ekstruzji (S)
Rys. 3. Charakterystyka zmian temperatury podczas gorącej ekstruzji [2]
ze ślimaków. Wzajemne działanie ślimaków, uniemożliwiające zaleganie surowca w ekstruderze, jest wynikiem odpowiedniej konfiguracji zwojów ślimaka. Nie wszystkie produkty i procesy ekstruzji wymagają jednakowej konfiguracji zwojów ślimaka [5, 18, 20].
Poszczególne strefy funkcjonalne ekstruderów dwuślimakowych zbudowane są z segmentów. Można je niezależnie chłodzić, ogrzewać czy odpowietrzać, dlatego ekstruder dwuślimakowy ma kilka stref ogrzewania i chłodzenia. Optymalnym rozwiązaniem są ślimaki składane z krótkich pojedynczych części, które mają różny skok gwintu i różną głębokość gwintu. Długość ślimaków wynosi do 20 i więcej średnic [20]. Zaletą takiej konstrukcji jest możliwość instalowania pomiędzy pojedyncze elementy ślimaków dodatkowych elementów mieszających o różnych profilach, co zdecydowanie polepsza homogenizację materiału [2], zmniejsza prędkość przesuwania się surowca w kierunku wylotu ekstrudera, a także intensyfikuje zamianę energii mechanicznej w cieplną [5],
Zakończenie ostatniego elementu w ekstruderach dwuślimakowych ma kształt stożka. Dzięki temu zmienia się intensywność działania sił tnących na surowiec. Siły ścinające rosną, gdy rośnie średnica ślimaka oraz jego prędkość obrotowa, a maleją ze wzrostem głębokości zwojów [2, 5, 18].
Dwuślimakowe ekstrudery mają wiele zalet. Najważniejsze z nich:
- niezależność od granulacji surowca,
- pewność i płynność działania przy mniejszym niż 100% napełnieniu ekstrudera materiałem,
> możliwość oddzielnego dozowania większej ilości składników przy zapewnieniu jednorodności przetwarzanej masy,
łatwe ustalenie parametrów technologicznych,
' możliwość zmiany receptury również w czasie produkcji,
- możliwość optymalizacji procesu dla danego rodzaju surowca i wyrobu,
> możliwość obróbki materiału ze składnikami termolabilnymi, np. witaminami itp. [2].
Przemiany zachodzące w procesie ekstruzji Przemiany fizyczne
Substancje skrobiowe i białkowe o stosunkowo niskiej wilgotności (10-25%) poddawane są krótkotrwałemu oddziaływaniu wysokiej temperatury (rys. 3) i wysokiego ciśnienia (5-15 MPa), przy współudziale sił ścinania.
Najczęściej wykorzystywanym technologicznym efektem jest gwałtowna ekspansja przegrzanej pary, do której dochodzi w całej masie ekstrudowanego materiału przy wyjściu z matrycy ekstrudera [4, 13, 15, 25]. W wyniku nagłego spadku ciśnienia i gwałtownego odparowania wody produkt uzyskuje typową porowatą strukturę oraz teksturę i właściwości organoleptyczne charakterystyczne dla ekstrudowanych produktów spożywczych.
Wielkość ekspandowania zależy od warunków procesu ekstruzji (temperatury, liczby obrotów ślimaka), składu surowca i jego wilgotności i może przybierać postać ekspandowania promieniowego lub wzdłużnego. Ponadto wielkość ekspandowania objętościowego zależy od intensywności odparowania wody i właściwości upłynnionej skrobi [4], W przestrzeni ślimaka i w dyszy wyystępuje przepływ laminamy. Siły ścinające powodują, że duże molekuły (skrobia i białka) układają się wzdłuż linii prądu. Centra aktywne zostają wystawione na zewnątrz i ulegają sieciowieniu. Powstaje nowa struktura, która ostatecznie kreuje chrupkość i porowatość.
W ciągu krótkiego czasu (5-270 s), w jakim materiał przebywa w ekstruderze, uzyskiwany jest efekt osiągany w tradycyjnych operacjach po wielokrotnie dłuższym czasie, liczonym nawet w godzinach
[2, 5], Proces ten ma na celu wytworzenie produktu objętościowego, chrupiącego [2, 11],
Przemiany chemiczne
Ekstruzja surowców zbożowych zawierających skrobię, białka i tłuszcze powoduje występowanie pewnych zmian w obrębie tych składników.
Pod wpływem wysokiej temperatury i zwiększonego ciśnienia obserwuje się zmiany w konformacji cząsteczek białka [17]. Rozpadowi ulega trzecio- i czwartorzędowa struktura białek o wysokich ciężarach cząsteczkowych, powstają nowe układy strukturalne stabilizowane przez wiązania wodorowe i mostki dwusiarczkowe. Podczas ekstruzji białka mogą one zmienić strukturę na włóknistą. Proces ekstruzji nie zmniejsza strawności i wykorzystania białek przez organizm ludzki, chociaż przy stosowaniu bardzo wysokiej temperatury może nastąpić utlenienie i desulfuryzacja aminokwasów siarkowych.
W przypadku obecności w ekstrudowanym surowcu dużych ilości cukrów redukujących następuje częściowe zmniejszenie dostępności lizyny. Ilościowo straty te są porównywalne ze zmianami powodowanymi przez innego rodzaju obróbkę termiczną, np. smażenie, pieczenie czy prażenie [14].
W ekstruderze dwuślimakowym temperatura, wilgotność i liczba obrotów ślimaka decydują w 90% o warunkach żelowania. Przy wysokiej temperaturze i dużej wilgotności następuje hydroliza skrobi. Stwierdza się obecność maltozy i innych oligosacharydów o niskiej masie molowej.
Stopień żelowania zależny jest od rodzaju surowca, zawartości wody i parametrów pracy ekstrudera, głównie temperatury. W porównaniu z produktem wyjściowym ekstrudat zawiera większą ilość łatwo przyswajalnych niskocząsteczkowych węglowodanów, powstałych w wyniku żelowania skrobi [14, 17],
W przypadku ekstrudowania surowców zawierających tłuszcze część skrobi tworzy kompleksowe połączenia z tłuszczem. Powstałe związki są mniej podatne na trawienie enzymami amylolitycznymi przewodu pokarmowego, w związku z czym powiększają ilość błonnika pokarmowego zawartego w ekstrudowanym pieczywie. Tworzące się podczas ekstruzji kompleksy substancji tłuszczowych z białkami i węglowodanami charakteryzują się większą odpornością na utlenianie podczas przechowywania [14]. ^
m
Przemysł Spożywczy 1/2002
Wyszukiwarka
Podobne podstrony:
eksp2 —JjfflfijOLOGIA Wypiek w piecu taśmowym, opalanym gazem, trwa 10-12 min. Po wypieku piaty piec
IMG 10 czy ich w pełni przestrzegać, aby uniknąć trudu podejmowania pracy wychowawczej za pomocą spe
Temat 10 1. Utwórz nowy rysunek korzystając z szblonu A4. 2. Za pomocą polecenia LINIA narysuj (zach
10 M1 PatkowskiP RozanskiK ZAD101 Zadanie 10 Dla ramy przedstawionej na rysunku wyznaczyć za pomocą
DSC03692 wchodzić tub wyehodżić z wanny bez korzystania z DESKI i STOŁECZKA prz ez okres 10-12 tygod
Slajd5 Zadanie 10. Poniżej podane równania popytu i podaży (przedstawione za pomocą funkcji odwrotny
D (218) Częśoi 10, 11. Komin. Sklejamy go w rurkę i naklejamy za pomocą zagiętej i wklejonej od dołu
s glii a.b. Rys. 10.19. Zabezpieczenie brzegu przed erozją boczną za pomocą ostróg (a - przekrój pio
IMG!17 (2) Jerzy Kaczorowski 70 [10] gdy czytam — inny wszedł we mnie za pomocą słowa, że jest we mn
Kociol Rys. 1.2. Układ regulacji automatycznej tempi ratury w piecu opalanym gazem 1 — termomet
61262 slide 2 (2) *Zalety i wady opalania gazem*ZALETY -Gaz ziemny jest w naszych warunkach łatwo do
KOLOS zadania obierak Gr. 1 Zad 1 Wyznaczyć metodą pośrednią sprawność kotła z rusztem taśmowym op
Obraz62 (6) Operator żurawia 103 Palacz w kotłowni opalanej gazem 318 Piekarz 162 Pielęgniarka 231 P
więcej podobnych podstron