kpiup0062
46
i. Wytyczne do konstruowania przyrządów precyzyjnych
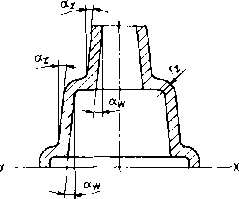
Tablica 1.9. Pochylenia odlewnicze i promienie zaokrągleń zewnętrznych odlewów ciśnieniowych (wg PN-85/H-01564)
|
Materiał |
Pochylenie odlewnicze |
Promień r. ■ min mm | |
|
zewnętrzne a3 |
wewnętrzne <xw | ||
|
Stopy cynku, cyny, ołowiu |
15-5-30' |
min. 30' |
0,5 |
|
Stopy aluminium, magnezu |
30'-r |
min, 1° |
1,0 |
|
Stopy miedzi |
min. r |
min. lc |
2,0 |
l równoległych z kierunkiem lub skośnych do kierunku otwierania formy (rys. 1.33b). Takie podcięcia można wykonać przez zastosowanie bocznych rdzeni formy, jeżeli one znajdują się na zewnątrz odlewu, jednak to znacznie podwyższa koszt formy, a wykonanie ich wewnątrz odlewu zwykle jest niemożliwe. Nadlewy i występy na bocznych ścianach należy tak kształtować, aby nie utrudniały lub nie uniemożliwiały wysuwania odlewu z formy (rys. 1.33c).
Otwory i zagłębienia należy tak wykonywać (rys. 1.35), aby grubość ścianki między nimi a powierzchnią zewnętrzną nie była zbyt mała (materiał musi dopłynąć z obu stron i połączyć się ze sobą).
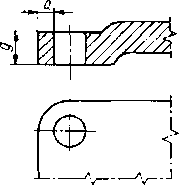
Rys. 135. Odlewy ciśnieniowe — powinno być

i a ^ 1,5 mm
Tablica 1.10. Średnice i długości otworów odlewanych w odlewach ciśnieniowych wg PN-85/H-01564
|
Materia! |
Średnica otworu d mm |
Długość otworu max, min |
Średnica otworu dmi„ mm | |
|
nieprzelo towego |
przeloto wego | |||
|
Stopy cynku, cyny, ołowiu |
do 6 |
3 d |
6d | |
|
powyżej 6 |
Ad |
M | ||
|
Stopy aluminium, magnezu |
do 6 |
2d |
Ad |
2 5 |
|
powyżej 6 |
3 d |
5 d | ||
|
Stopy miedzi |
do 6 |
\M |
3 d | |
|
powyżej 6 |
2 d |
Ad | ||
Długość otworów nie powinna przekraczać wartości podanych w tabl. 1.10. Należy unikać długich, zwłaszcza nieprzelotowych otworów o małej średnicy. Rdzeń takiego otworu, niepodparty na drugim końcu, może ulec zgięciu pod naporem wtłaczanego materiału. Mniejsze otwory należy wiercić. Jeśli jest dużo otworów położonych blisko siebie, należy zrezygnować z ich odlewania, gdyż materiał położony pomiędzy nimi wolniej krzepnie i może ulec wyrwaniu podczas wyciągania rdzeni. Takie otwory należy również wiercić. Otwory przelotowe w ścianach bocznych równoległych do kierunku otwierania formy można wykonywać za pomocą rdzeni odsuwanych na bok, ale to komplikuje formę (rys. 1.33a). Jeżeli więc jest to możliwe, należy tak je kształtować, aby elementy formy, nadające kształt tym otworom można było wysunąć z odlewu przy otwieraniu formy lub wypychaniu z niej odlewu (rys. 1.33c).
Wyszukiwarka
Podobne podstrony:
kpiup0072 56 1. Wytyczne do konstruowania przyrządów precyzyjnych Rys. 1.54. Kształtowanie wypraski;
kpiup0046 30 ]. Wytyczne do konstruowania przyrządów precyzyjnych otworów o wymiarach zbyt małych w
kpiup0048 32 ł. Wytyczne do konstruowania przyrządów precyzyjnychTablica 1.3. Współczynniki do oblic
kpiup0050 34 1. Wytyczne do konstruowania przyrządów precyzyjnych Rys. 1.16. Przykłady usztywnienia
kpiup0054 38 1. Wytyczne do konstruowania przyrządów precyzyjnych modeli. Odlewanie w formach piasko
kpiup0072 56 1. Wytyczne do konstruowania przyrządów precyzyjnych Rys. 1.54. Kształtowanie wypraski;
więcej podobnych podstron