skanuj0003 (340)
54
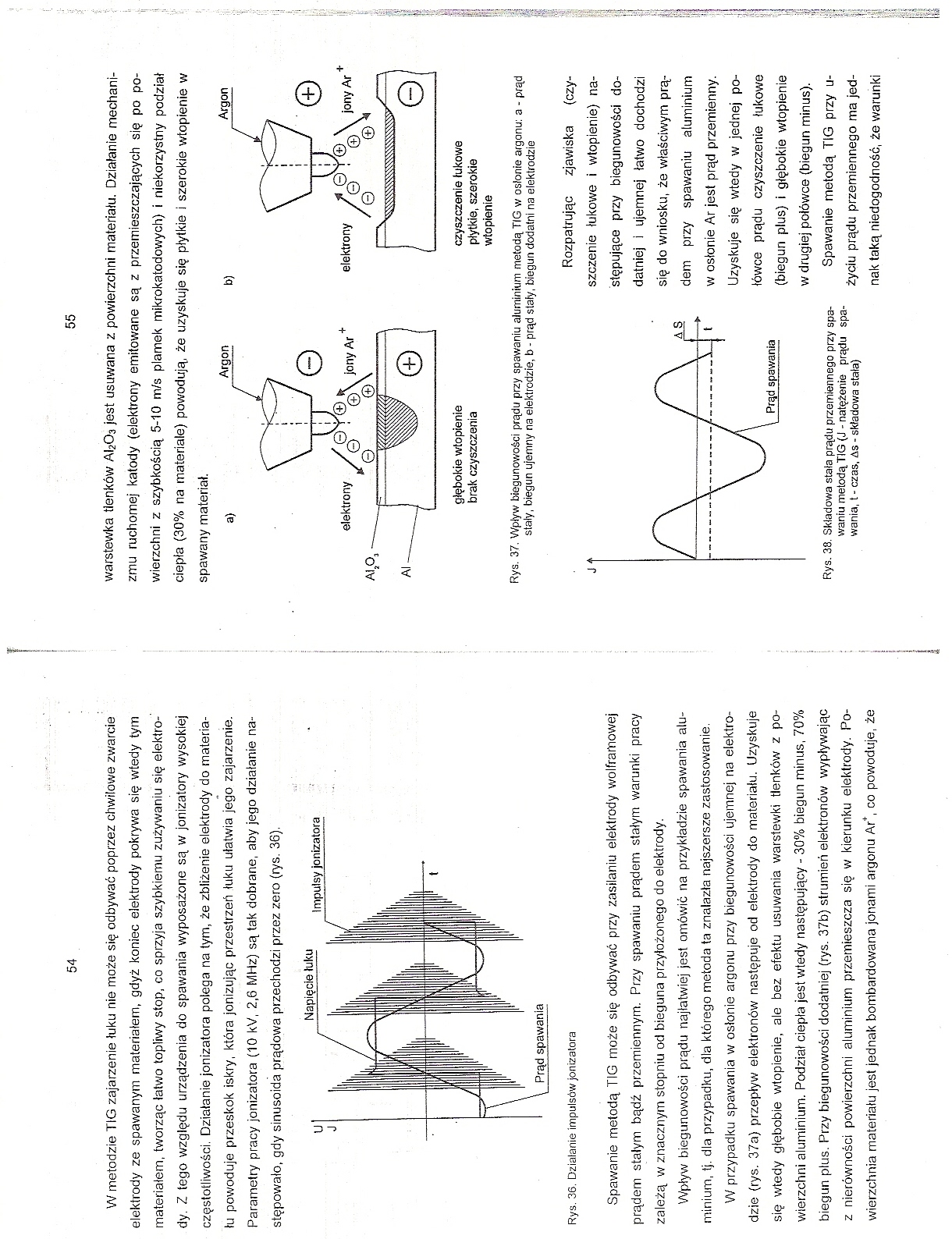
W metodzie TIG zajarzenie łuku nie może się odbywać poprzez chwilowe zwarcie elektrody ze spawanym materiałem, gdyż koniec elektrody pokrywa się wtedy tym materiałem, tworząc tatwo topliwy stop, co sprzyja szybkiemu zużywaniu się elektrody. Z tego względu urządzenia do spawania wyposażone są w jonizatory wysokiej częstotliwości. Działanie jonizatora polega na tym, że zbliżenie elektrody do materiału powoduje przeskok iskry, która jonizując przestrzeń łuku ułatwia jego zajarzenie. Parametry pracy jonizatora (10 kV, 2,6 MHz) są tak dobrane, aby jego działanie następowało, gdy sinusoida prądowa przechodzi przez zero (rys. 36),

Rys. 36. Działanie impulsów jonizatora
Spawanie metodą TIG może się odbywać przy zasilaniu elektrody wolframowej prądem stałym bądź przemiennym. Przy spawaniu prądem stałym warunki pracy zależą w znacznym stopniu od bieguna przyłożonego do elektrody.
Wpływ biegunowości prądu najłatwiej jest omówić na przykładzie spawania aluminium, tj. dla przypadku, dla którego metoda ta znalazła najszersze zastosowanie.
W przypadku spawania w osłonie argonu przy biegunowości ujemnej na elektrodzie (rys. 37a) przepływ elektronów następuje od elektrody do materiału. Uzyskuje się wtedy głębobie wtopienie, ale bez efektu usuwania warstewki tlenków z powierzchni aluminium. Podział ciepła jest wtedy następujący - 30% biegun minus, 70% biegun plus. Przy biegunowości dodatniej (rys. 37b) strumień elektronów wypływając z nierówności powierzchni aluminium przemieszcza się w kierunku elektrody. Powierzchnia materiału jest jednak bombardowana jonami argonu Ar+, co powoduje, że
warstewka tlenków Al203 jest usuwana z powierzchni materiału. Działanie mechanizmu ruchomej katody (elektrony emitowane są z przemieszczających się po powierzchni z szybkością 5-10 m/s plamek mikrokatodowych) i niekorzystny podział ciepła (30% na materiale) powodują, że uzyskuje się płytkie i szerokie wtopienie w spawany materiał.

głębokie wtopienie brak czyszczenia

czyszczenie łukowe płytkie, szerokie wtopienie
Rys. 37. Wpływ biegunowości prądu przy spawaniu aluminium metodą TIG w osłonie argonu: a - prąd stały, biegun ujemny na elektrodzie, b - prąd stały, biegun dodatni na elektrodzie
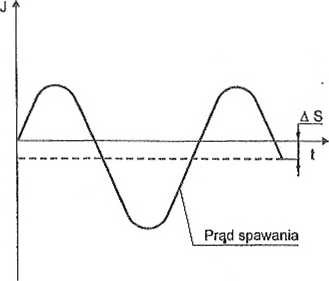
Rys. 38. Składowa stała prądu przemiennego przy spawaniu metodą TIG (J - natężenie prądu spawania, t - czas, As - składowa stała)
Rozpatrując zjawiska (czyszczenie łukowe i wtopienie) następujące przy biegunowości dodatniej i ujemnej łatwo dochodzi się do wniosku, że właściwym prądem przy spawaniu aluminium w osłonie Ar jest prąd przemienny. Uzyskuje się wtedy w jednej połówce prądu czyszczenie łukowe (biegun plus) i głębokie wtopienie w drugiej połówce (biegun minus).
Spawanie metodą TIG przy u-życiu prądu przemiennego ma jednak taką niedogodność, że warunki
Wyszukiwarka
Podobne podstrony:
skanuj0003 (566) 54 Antropologia strukturalna i niezrozumiała, gdybyśmy nie zaryso
skanuj0014 (271) 214 SPOŁECZNOŚCI LOKALNE zidentyfikowanego obszaru, a nie może by
skanuj0033 (41) grafii dla odpowiednich typów mnożyć. Nie wydaje się jednak to celowe. Przyjęto więc
skanuj0063 (42) Leon Battista Alberti 423 kie prawie nie może się obejść, stałyby się czymś bezsenso
skanuj0154 (4) Ściany wielowarstwowe 153 Ważne!: warstwa zewnętrzna nie może stykać się z warstwą we
skanuj0003(2) Dziewięć pingwinów idzie po śladach pierwszego, Nie oglądają się za siebie, bo to coś
więcej podobnych podstron