P1080352 (2)
12. Badanie dokładności robotów przemysłowych
z zachowaniem tych samych warunków środowiskowych, mechanicznego montażu oraz wykonywania tych samych sekwencji programowych. Jest to odległość między dwoma środkami ciężkości, otrzymana w testach dla maksymalnego odchylenia otrzymanych pozycji każdego z robotów.
Odchylenie ścieżki i powtarzalność ścieżki. Odchylenie ścieżki charakteryzuje zdolność robota do poruszania się wzdłuż zadanej ścieżki n razy w tym samym kierunku. Powtarzalność ścieżki jest odległością między zadaną pozycją a środkiem ciężkości n razy zadanych cykli dla dowolnej liczby pozycji pomiarowych wzdłuż ścieżki. Charakterystyka odchylenia ścieżki oraz powtarzalności ścieżki nie zależy od kształtu ścieżki zadanej.
Odchylenie naroża. Odchylenie naroża może występować przy ostrych i zaokrąglonych narożach. Ostre naroża powstają wówczas, gdy robot, poruszając się z programowalną stalą prędkością, zmienia ścieżkę na prostopadłą. W celu osiągnięcia ostrych naroży zmiany prędkości powinny być utrzymywane pod odpowiednią kontrolą. Zaokrąglanie naroża może być użyte do zapobiegania znacznemu przeregulowaniu pozycji oraz do utrzymania mechanicznych obciążeń bądź naprężeń w odpowiednich ograniczeniach. W zależności od układu sterowania pojedyncze ścieżki, promienie oraz funkcje splajnów (gładka metoda) są programowane bądź generowane automatycznie. Przy zaokrąglonych narożach prędkość prowadzenia ścieżki powinna być stała.
Przeregulowanie pozycji jest to maksymalna wartość liczona z trzech kolejnych cykli. Powinno być ono mierzone jako rozrzut odległości od zadanej ścieżki i każdej ścieżki mierzonej. W celu ustalenia zadanej ścieżki współrzędne punktu naroża powinny być zmierzone podczas programowania przez nauczanie.
Charakterystyka prędkości wzdłuż ścieżki obejmuje badanie dokładności prędkości ścieżki, powtarzalności prędkości ścieżki i fluktuacji, czyli przypadkowych odchyleń wartości średniej prędkości ścieżki.
Minimalny czas pozycjonowania - jest to czas, który upływa od chwili rozpoczęcia ruchu do osiągnięcia stanu równowagi sprzęgu efektora przy przejściu z góry określonej odległości. W minimalny czas pozycjonowania wlicza się także czas stabilizacji pozycji. Jeśli nie ma innych zaleceń, robot powinien zawsze osiągać pozycje dla charakterystyk dokładności i powtarzalności podczas przejazdów między testowanymi punktami w określonym minimalnym czasie pozycjonowania.
Podatność statyczna - jest to miara maksymalnego odkształcenia na jednostkę obciążenia, odniesiona do sprzęgu efektora. Siły użyte w testach powinny być w przynajmniej trzech zwrotach, dwóch dodatnich i jednym ujemnym, równolegle do osi bazowego układu współrzędnych. Ponadto siły powinny być zwiększane, począwszy od 10% znamionowego obciążenia, a skończywszy na 100% obciążenia w jednym kierunku. Następnie jest mierzone przesunięcie dla każdego kierunku przy odpowiedniej sile. Wszystkie pomiary powinny być wykonywane przy uruchomionych napędach i odblokowanych hamulcach PN-EN 350 ISO 9283:2003 [171].
Odchylenie ruchu oscylacyjnego. Ruch oscylacyjny jest kombinacją jednego lub wielu nałożonych na siebie ścieżek, używany głównie w spawaniu lukowym. Ścieżka w ruchu oscylacyjnym ma kształt zębów piły z zadanym skokiem oraz odległością jednego okresu przy zadanej odpowiedniej częstotliwości. Badanie dokładności ruchu oscylacyjnego dotyczy określenia błędu skoku i błędu częstotliwości ruchu oscylacyjnego.
Na dokładność manipulatora wpływają:
- błędy obliczeniowe,
- dokładność obróbki poszczególnych elementów konstrukcyjnych,
- elastyczność poszczególnych członów,
- luzy w przekładniach,
- oraz wiele innych elementów statycznych i dynamicznych.
12.2. Dokładność pozycjonowania i powtarzalność pozycjonowania
12.2.1. Dokładność pozycjonowania (AP)
Jak już podano, dokładność pozycjonowania wyraża się różnicą między pozycją zadaną a średnią pozycją osiągniętą przez robota z tego samego kierunku. Dokładność pozycjonowania można podzielić na dwie grupy:
- pozycjonowanie, czyli różnice między pozycją zadaną a środkiem ciężkości punktów osiągniętych (rys. 12.1),
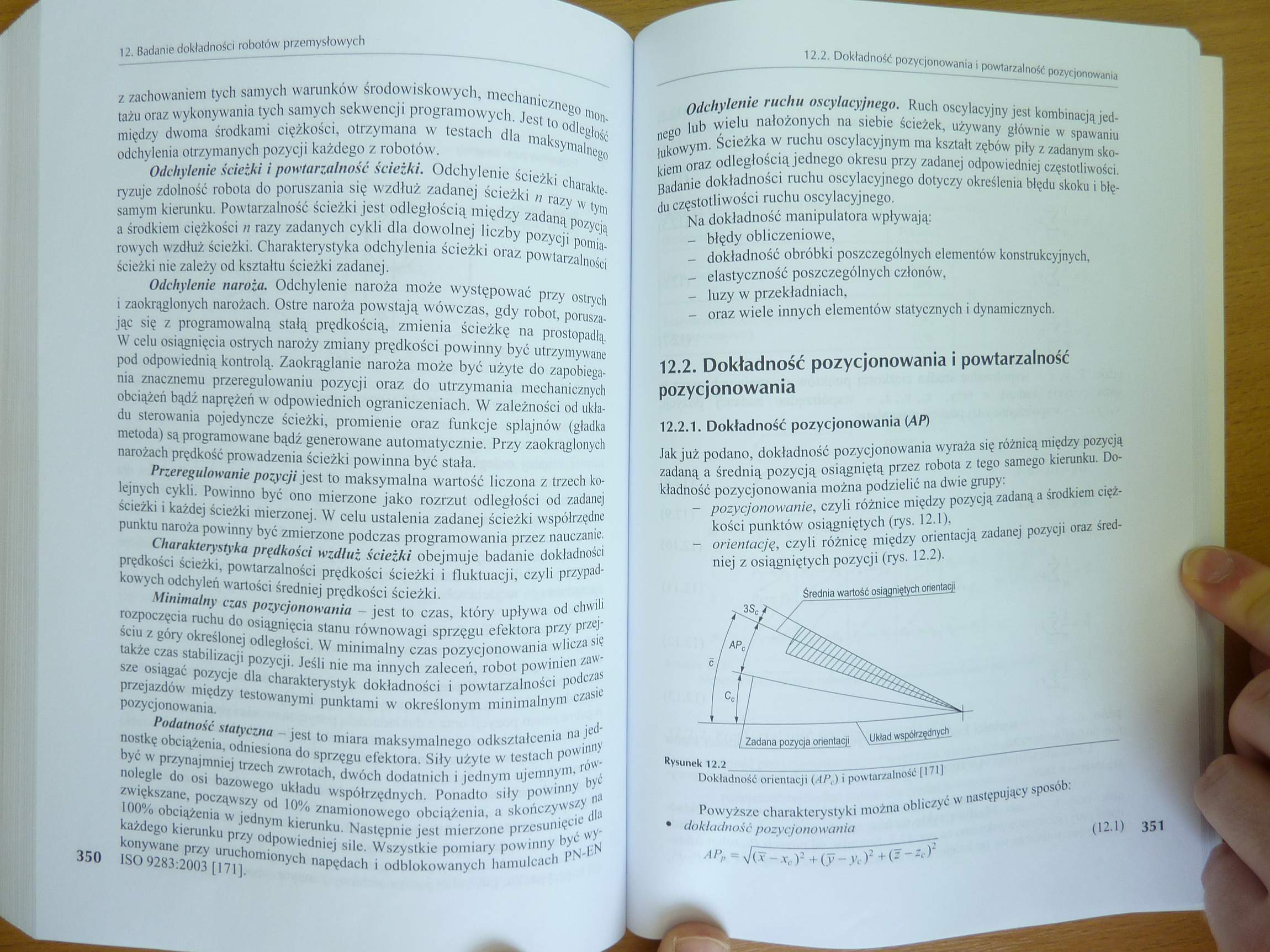
- orientację, czyli różnicę między orientacją zadanej pozycji oraz średniej z osiągniętych pozycji (rys. 12.2).

Rysunek 12.2_________
Dokładność orientacji (APC) i powtarzalność [171]
Powyższe charakterystyki można obliczyć w następujący sposób: • dokładność pozycjonowania
APp — sj\x
)2+(z-zc)2
351
Wyszukiwarka
Podobne podstrony:
P1080352 (2) 12. Badanie dokładności robotów przemysłowych z zachowaniem tych samych warunków środow
67677 P1080352 (2) 12. Badanie dokładności robotów przemysłowych z zachowaniem tych samych warunków
P1080358 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścieżek nal
P1080359 (2) 12. Badanie dokładności robotów przemysłowych geometrycznych jest wyznaczana odległość
43177 P1080355 (2) 12. Badanie dokładności robotów przemysłowych 1 cykl Ścieżka 1 —► P Ścieżka 1 —
P1080359 (2) 12. Badanie dokładności robotów przemysłowych geometrycznych jest wyznaczana odległość
29439 P1080353 (2) 12. Badanie dokładności robotów przemysłowych APX =(x-xc) APy
73429 P1080354 (2) 12. Badanie dokładności robotów przemysłowych przy czym 02.15) 02.16) h = J(xj -*
P1080353 (2) 12. Badanie dokładności robotów przemysłowych APX =(x-xc) APy
P1080354 (2) 12. Badanie dokładności robotów przemysłowych przy czym 02.15) 02.16) h = J(xj -*Y +(yj
P1080355 (2) 12. Badanie dokładności robotów przemysłowych 1 cykl Ścieżka 1 —► P Ścieżka 1 —1►
P1080356 (2) 12. Badanie dokładności robotów przemysłowych Rysunek 118___ Relacja między punktem zad
P1080357 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścieżek nal
P1080358 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścieżek nal
P1080359 (2) 12. Badanie dokładności robotów przemysłowych geometrycznych jest wyznaczana odległość
29439 P1080353 (2) 12. Badanie dokładności robotów przemysłowych APX =(x-xc) APy
78504 P1080356 (2) 12. Badanie dokładności robotów przemysłowych Rysunek 118___ Relacja między punkt
38759 P1080357 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścież
P1080354 (2) 12. Badanie dokładności robotów przemysłowych przy czym 02.15) 02.16) h = J(xj -*Y +(yj
więcej podobnych podstron