59907 normy016
HM-70/20001_
|
c.d. tablicy 17 | |||
|
Pasowania |
Zastosowanie |
Przykłady | |
|
H7/r6 |
•5 -< i) II Si |
Stasuje sie wówczas gdy potoczenie spoczynkowe bez dodał ko w eg o zamocowania ze wzglęc/u na sloty materiał lub cienk oście nn ość konstrukcji' me dopuszcza do pasowania oraz wówczas gdy przenoszony moment nie jest duży |
Tuleje cienkościenne f poduszki oporo--we tożysk wzdtużnych, panewki itp. |
|
H7/s7 |
i* s 5 1 i |
Stosuje się do połączeń spoczynkowych prze na --szących znaczne sity osiowe, lub styczne. Potoczenia te można wykonać przez wftaczanie na prasie Łączone powierzchnie powinny być wykonane w odpowiednio wysokiej klasie chro-- powatośc/, a końcówka watka powinna być stożkowa ścięta. Zalecana /est smarowanie ele--mentów stalowych lub żeliwnych, tojem zmiesza-- num z grafitem lub z olejem maszynowym Stopy lekkie w tta cza się na sucho. |
Osadzanie brązowych wieńców np ś//~ -mącznic na kotach bosuch, wtłaczanie tulę/ w gniazda e ementoiv pracujących w ciężkich warunkach eksploatacyjnych przy obciążeniach dynamicznych, w na -czanie pierścieni osadczych, kota zęba-- fe przektadni na watach w przy pad ~ -kach dużego obciążenia wpustów, kota jezdne urządzeń dźwigowych na osiach i watach |
|
H7lu7 |
<0 § N £ 0 C O 0 e o •§ 0 o |
Stasuje się do połączeń skurczowych elementów maszyn bez stosowania dodatkowych elementów zfącznuch, przenoszących znaczne sity skręcają--ce Lub wzdłużne. Połączenia można wykonywać na gorąco przez nagrzanie elementu z otworem Lub na zimno przez oziębienie watka. yy tym drugim przypadku można stosować środki oziębiające dające następujące min/maj-- nfi temperatury: ciekły azot - 195,8°C ciekłe powietrze ~ 191.0°C CO z - 78,0°C |
Łączenie stalowych wieńców z kotami bosymi, osadzanie kotnferzy na wat--kach, osadzanie pierścieni skurczą- - wy eh, tyczenie sworzni łańcucha z tubkami. Do tego rodzaju potączęę wymagana jest odpowiednia grubość łączonych części i wysoka klasa chro~ - powatosci powierzchni. Wymagane są zwykle obliczenia sprawdzające |
'
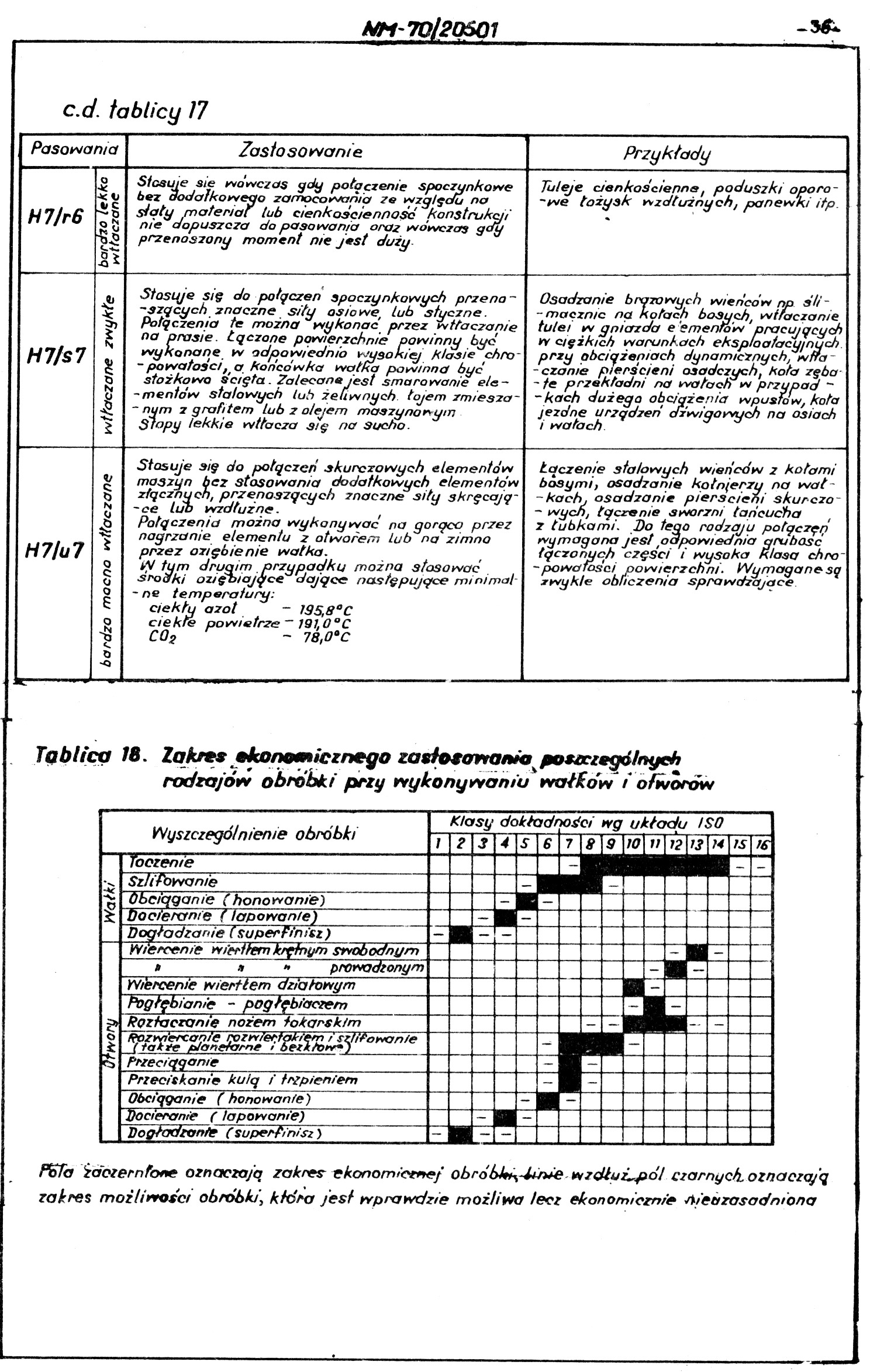
Tablica 18. Zakres •konomietnego zas/otomranloposzrzegó/nych
rodtajóy* obróbki przy wykonywaniu wałkowi oftiorów
|
Wyszczególnienie obróbki |
Klasy dokładności wg układu |
ISO | |||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12\13 |
14 |
1S |
W | |||
|
Toczenie |
- |
- |
- | ||||||||||||||
|
■i? |
Szlifowanie |
- |
- | ||||||||||||||
|
-N. £ |
Obciąganie (bonowanie) |
- |
~ | ||||||||||||||
|
Dogładzanie (su per finisz) |
~ |
- |
-- | ||||||||||||||
|
Wiercen/e wiertłem krętnym swobodnym |
■ |
- | |||||||||||||||
|
u » * prowadzonym |
■ |
- | |||||||||||||||
|
Wiercenie wiertłem działowym |
- | ||||||||||||||||
|
Pogłębianie - pogłębiaczem |
- |
1 |
- | ||||||||||||||
|
Roztaczanie nożem tokarskim |
- |
i |
V |
■ |
- |
- | |||||||||||
|
Cł i |
Rozwieccan/e rozwiertpkięm / szlifowanie ( iakte fdanełarne > bezłtow*) |
a |
B |
■ |
- | ||||||||||||
|
CS |
Przeciąganie |
- | |||||||||||||||
|
Przeciskanie kulą i trzpieniem |
1 |
- | |||||||||||||||
|
Obciąganie ( bonowanie) |
- |
■ |
- | ||||||||||||||
|
Docieranie ( lopowanie) |
- |
■ |
- | ||||||||||||||
|
Dogładzanie ( su per finisz ) |
- |
M |
.z | ||||||||||||||
PóTo iaezernfofte oznaczają zakres ekonomiczne/ obrćbUk,-4łżue wzdłuż^pól czarnych, oznaeza/ą zakres możliwości obróbki, która jest wprawdzie możliwa lecz ekonomicznie Aieuzasodntona
Wyszukiwarka
Podobne podstrony:
normy012 - 32-NM-70/20501 Tablica V. Toteranęje kałów - wg PN-S3/M 0213G długość Szeregi
31237 normy002 -22- rodzą MM-70120501 Tablica 16. Tablica 17. Tablica 18. Tablica 19. bniozda
79864 strona096 <a o TABLICA 4.17 (cd.) Pasowanie Cechy połączenia Przykłady
89732 strona095 TABLICA 4.17. Ogólne wytyczne doboru pasować normalnych Pasowanie Cechy połączenia
normy017 NM- 70/20501 -37-Tabliea 19. Zestawienie porównawcze pasowań OCJ-PN//SG Zestawienie porówna
img378 Tablica 17 1 +r 1 -r Przekształcenie z = —
więcej podobnych podstron