348 (33)
148 B. Wiertarki i wiertarko-frezarki
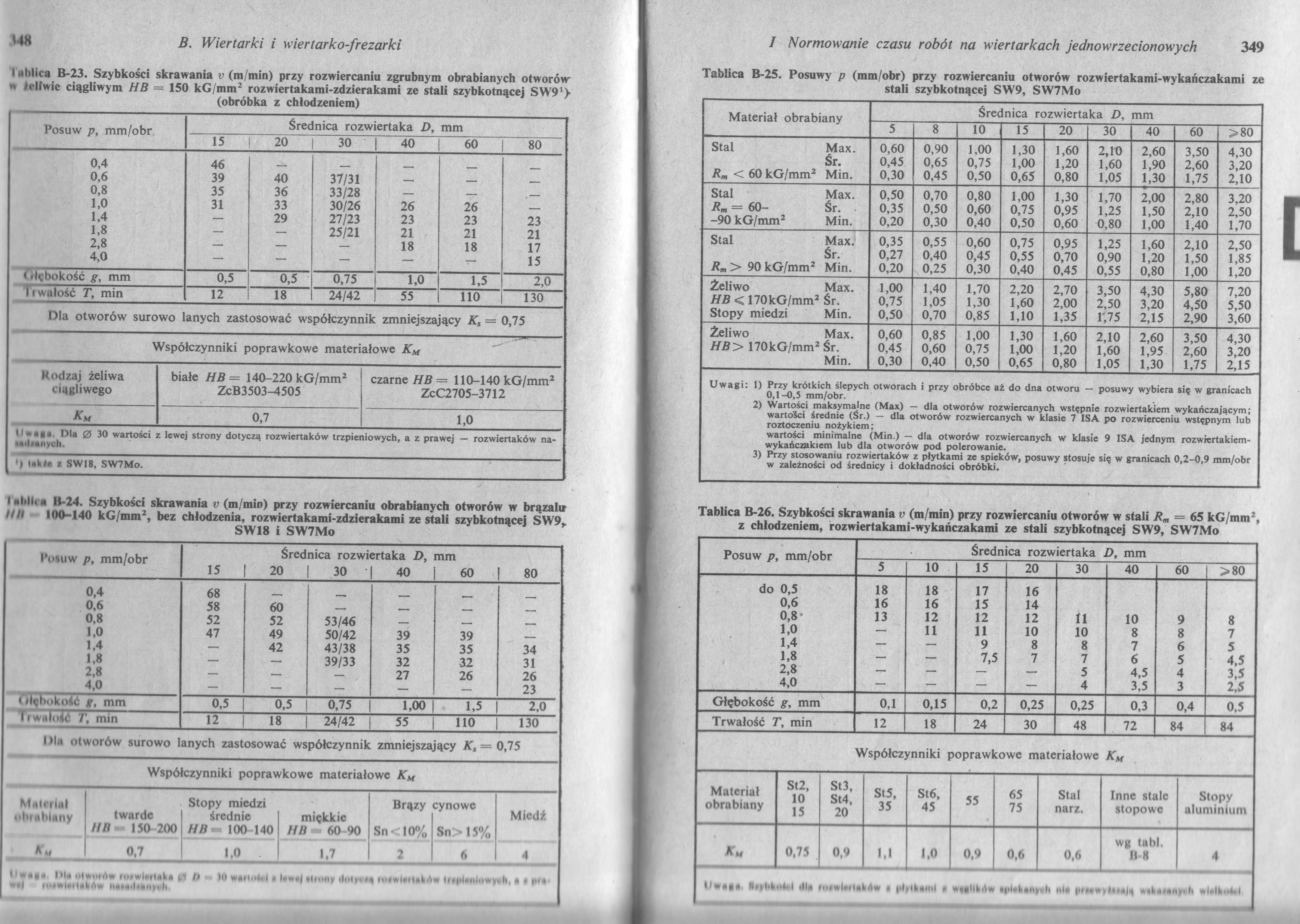
I ulilica B-23. Szybkości skrawania v (m/min) przy rozwiercaniu zgrubnym obrabianych otworów łelfwie ciągliwym HB = 150 kG/mm2 rozwiertakami-zdzierakami ze stali szybkotnącej SW9‘>
(obróbka z chłodzeniem)
|
Posuw p, mm/obr |
Średnica rozwiertaka 2>, |
mm | ||||
|
15 |
20 |
30 |
40 |
60 |
80 | |
|
0,4 |
46 |
_ |
_ |
_ |
__ |
_ |
|
0,6 |
39 |
40 |
37/31 |
— |
— |
— |
|
0,8 |
35 |
36 |
33/28 |
— |
— | |
|
1,0 |
31 |
33 |
30/26 |
26 |
26 |
— |
|
1,4 |
— |
29 |
27/23 |
23 |
23 |
23 |
|
1,8 |
— |
— |
25/21 |
21 |
21 |
21 |
|
2,8 |
— |
— |
— |
18 |
18 |
17 |
|
4,0 |
— |
— |
— |
— |
— |
15 |
|
< ilcbokość g, mm |
0,5 |
0,5 |
0,75 |
1,0 |
1,5 |
2,0 |
|
1 rwałość T, min |
12 |
18 |
24/42 |
55 |
110 |
130 |
Dla otworów surowo lanych zastosować współczynnik zmniejszający K, = 0,75
Współczynniki poprawkowe materiałowe KM
|
Kndzaj żeliwa |
białe HB = 140-220 kG/mm2 |
czarne HB = 110-140 kG/mm2 |
|
ciągliwego |
ZcB3503-4505 |
ZcC2705-3712 |
|
0,7 |
1,0 |
11 m u u u Dla 0 30 wartości z lewej strony dotyczą rozwiertaków trzpieniowych, a z prawej — rozwiertaków na-•ailMnyeh.
• ) z SW18, SW7Mo.
l«Mli u lł-24. Szybkości skrawania v (m/min) przy rozwiercaniu obrabianych otworów w brązalu Uli 100—140 kG/mm2, bez chłodzenia, rozwiertakami-zdzierakami ze stali szybkotnącej SW9,
SW18 i SW7Mo
|
Posuw p, mm/obr |
15 |
Średnica rozwiertaka D, mm | ||||
|
20 |
30 |
40 |
60 |
80 | ||
|
0,4 |
68 |
_„ |
_ |
. |
_ | |
|
0,6 |
58 |
60 |
— |
— |
— |
— |
|
0,8 |
52 |
52 |
53/46 |
— |
— |
— |
|
1,0 |
47 |
49 |
50/42 |
39 |
39 |
— |
|
1,4 |
— |
42 |
43/38 |
35 |
35 |
34 |
|
1,8 |
— |
— |
39/33 |
32 |
32 |
31 |
|
2,8 |
— |
— |
— |
27 |
26 |
26 |
|
4,0 |
— |
— |
— |
— |
— |
23 |
|
niębokolć g, mm |
0,5 |
0,5 |
0,75 |
1,00 |
1,5 |
2,0 |
|
i iwułoić 7', min |
12 |
18 |
24/42 |
55 |
110 |
130 |
I >la otworów surowo lanych zastosować współczynnik zmniejszający K, = 0,75
Współczynniki poprawkowe materiałowe KM
|
Materiał |
Stopy miedzi |
Brązy cynowe |
Miedź | |||
|
obrabiany |
twarde |
średnie |
miękkie | |||
|
IIB 150 200 |
Hfl,. 100 140 |
HB 60 90 |
Sn <10% |
Sn> 15% | ||
|
0.7 |
1,0 |
1./ |
ł |
6 |
i | |
I* wag* Dl* nlwotriw lofwlatUlia 0 10 warlnA«ł| * lawuj tłumy «lnlyt<#ą Hi*wl»M«k^w i # t»n*
wtl ł»a**r|#mty«łi
I Normowanie czasu robót na wiertarkach jednowrzecionowych
349
Tablica B-25. Posuwy p (mm/obr) przy rozwiercaniu otworów rozwiertakami-wykańczakami ze
stali szybkotnącej SW9, SW7Mo
|
Materiał obrabiany |
Średnica rozwiertaka D, mm | ||||||||
|
5 |
8 |
10 |
15 |
20 |
30 |
40 |
60 |
>80 | |
|
Stal Max. Śr. R„ < 60 kG/mm2 Min. |
0,60 0,45 0,30 |
0,90 0,65 0,45 |
1,00 0,75 0,50 |
1,30 1,00 0,65 |
1,60 1,20 0,80 |
2,10 1,60 1,05 |
2,60 1,90 1,30 |
3,50 2,60 1,75 |
4,30 3,20 2,10 |
|
Stal Max. R„ = 60- Śr. -90 kG/mm2 Min. |
0,50 0,35 0,20 |
0,70 0,50 0,30 |
0,80 0,60 0,40 |
1,00 0,75 0,50 |
1,30 0,95 0,60 |
1,70 1,25 0,80 |
2,00 1,50 1,00 |
2,80 2,10 1,40 |
3,20 2,50 1,70 |
|
Stal Max. Śr. Rm> 90 kG/mm2 Min. |
0,35 0,27 0,20 |
0,55 0,40 0,25 |
0,60 0,45 0,30 |
0,75 0,55 0,40 |
0,95 0,70 0,45 |
1,25 0,90 0,55 |
1,60 1,20 0,80 |
2,10 1,50 1,00 |
2,50 1,85 1,20 |
|
Żeliwo Max. HB < 170kG/mm2 Śr. Stopy miedzi Min. |
1,00 0,75 0,50 |
1,40 1,05 0,70 |
1,70 1,30 0,85 |
2,20 1,60 1,10 |
2,70 2,00 1,35 |
3.50 2.50 T,75 |
4,30 3,20 2,15 |
5,80 4,50 2,90 |
7,20 5,50 3,60 |
|
Żeliwo Max. HB> 170kG/mm2 Śr. Min. |
0,60 0,45 0,30 |
0,85 0,60 0,40 |
1,00 0,75 0,50 |
1,30 1,00 0,65 |
1,60 1,20 0,80 |
2,10 1,60 1,05 |
2,60 1,95 1,30 |
3,50 2,60 1,75 |
4,30 3,20 2,15 |
|
Uwagi: 1) Przy krótkich ślepych otworach i przy obróbce aż do dna otworu — posuwy wybiera się w granicach 0,1-0,5 mm/obr. 2) Wartości maksymalne (Max) — dla otworów rozwiercanych wstępnie rozwiertakiem wykańczającym; wartości średnie (Śr.) — dla otworów rozwiercanych w klasie 7 ISA po rozwierccniu wstępnym lub roztoczeniu nożykiem; wartości minimalne (Min.) — dla otworów rozwiercanych w klasie 9 ISA jednym rozwiertakiem-wykańczakiem lub dla otworów pod polerowanie. 3) Przy stosowaniu rozwiertaków z płytkami ze spieków, posuwy stosuje się w granicach 0,2-0,9 mm/obr w zależności od średnicy i dokładności obróbki. | |||||||||
Tablica B-26. Szybkości skrawania v (m/min) przy rozwiercaniu otworów w stali Rm = 65 kG/mm2, z chłodzeniem, rozwiertakami-wykańczakami ze stali szybkotnącej SW9, SW7Mo
|
Posuw p, mm/obr |
Średnica rozwiertaka D, mm | |||||||
|
5 |
10 |
15 |
20 |
30 |
40 |
60 |
>80 | |
|
do 0,5 |
18 |
18 |
17 |
16 | ||||
|
0,6 |
16 |
16 |
15 |
14 | ||||
|
0,8- |
13 |
12 |
12 |
12 |
11 |
10 |
9 |
8 |
|
1,0 |
— |
11 |
11 |
10 |
10 |
8 |
8 |
7 |
|
1,4 |
— |
— |
9 |
8 |
8 |
7 |
6 |
5 |
|
1,8 |
— |
— |
7,5 |
7 |
7 |
6 |
5 |
4,5 |
|
2,8 |
— |
— |
— |
— |
5 |
4,5 |
4 |
3,5 |
|
4,0 |
— |
— |
— |
4 |
3,5 |
3 |
2,5 | |
|
Głębokość g, mm |
0,1 |
0,15 |
0,2 |
0,25 |
0,25 |
0,3 |
0,4 |
0,5 |
|
Trwałość T, min |
12 |
18 |
24 |
30 |
48 |
72 |
84 |
84 |
Współczynniki poprawkowe materiałowe Ku
|
Materiał obrabiany |
St2, 10 15 |
St3, St4, 20 |
St5, 35 |
St6, 45 |
55 |
65 75 |
Stal narz. |
Inne stale stopowe |
Stopy aluminium |
|
0,75 |
0,9 |
U |
1.0 |
0.9 |
0.6 |
0,6 |
wy tabl, B-8 |
4 | |
|
Uw«f« «llii rutwUilakAw • płytkami * węglików •pUltanywIt ul* prs#wyl«#ają wtkiMHyt-h wl*lln»4*l | |||||||||
Wyszukiwarka
Podobne podstrony:
348 (31) MH B. Wiertarki i wiertarko-frezarki i ulilica B-23. Szybkości skrawania
352 (25) W2 B. Wiertarki i wiertarko-frezarki I mIiIIih B-31. Szybkości skrawania v (m/min) przy roz
I "wiertarko- 1 FREZARKA ■ i” ;«* :w j
S6302568 [-pS-2TirTS_JS_2r r^WUH ^JL Rys. 19.1. Rysunek ofertowy wiertarko-frezarki WFAa 80 1 - łoże
19204 S6302567 19.Wiertarko-frezarko WFA08O Charoktoryotyko techniczna średnice wrząc łono roboczego
S5006936 resize 14 Przykład określenia błędów położenia dla wiertarko-frezarki wg rysunku 1.3: -
Maszyny do obróbki metalu 2 - 69 Wiertarki 2 9 Wiertarki i frezarki 10 •
Wiertarki i frezarki BFS16 BF 25 Super BF 30 Super Wydajnoś
Wiertarki i frezarki KF 30 KF 40 KF 45 Częstotliwość obrotów wrzeciona (12) 125 - 2500
Wiertarki i frezarki KF 60 Wydajność wiercenia w odlewach 40 mm Rozmiary stołu UWF80 800x240
Wiertarki i frezarki UWF90 UWF 95 Mocowanie wrzeciona ISO 40 Mocowanie wrzeciona ISO
S6302571 20. Wiertarko-frezarka WFM100N Charakterystyka techniczna średnica
więcej podobnych podstron