23885 ksiazka(020)

- poluzować wspornik 8 czujnika, włożyć w otwór sworznia gwintowany trzpień 3 idosunąć go w otworze nadlewu tłoka do oparcia się łba 2 trzpienia o czoło sworznia;
- na koniec trzpienia nakręcić nakrętkę 5 i dokręcić ją, aby stykała się z oporą podstawy i skasowała luzy;
, - podnieść wspornik 8 w położenie poziome,
zakręcić Jego gałkę 7 i ustawić końcówkę 1 czuj-nika 9 na główce 2 trzpienia wstawionego w swo-rzeń tłokowy;
- nastawić wskazania czujnika na zero i wstawić w rowek trzpienia gwintowanego śrubę 6, aby trzpień nie obracał się;
- za pomocą klucza dynamometrycznego dokręcić nakrętkę 5 trzpienia momentem 13 H.m /1,3 kG.m/, odpowiadający osiowemu obciążeniu 4 kU /400 kG/.
Pasowanie sworznia w korbowodzie uważa się
pomocą klucco dynamometrycznego i przyrządu A.96615 « następujący sposób:
- zamocowa<5 podstawę 4 /rys. 2-33/ przyrządu w imadle i założyó na nią zespół tłok-korbo-wód;
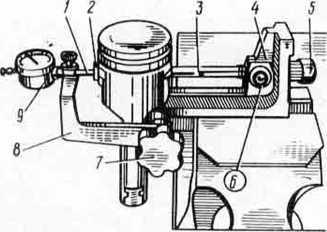
Rys. 2-33. Zmontowany zespół tłok-korbowód zamontowany w przyrządzie A.95615 do badania osadzenia sworznia tłokowego:
1 - końcówka czujnika stykająca się z końcem trzpienia; 2 - główka trzpienia stykająca się ze nworzniem tłokowym; 3 - trzpień gwintowany z rowkiem: 4 - podstawa; 5 - nakrętka trzpienia;
6 - oporowa śruba trzpienia; 7 - gałka zaciskowa wspornika; 8 - wspornik czujnika; 9 - czujnik za prawidłowe, jeżeli po zaprzestaniu oddziaływania kluczem dynamometrycznym i powrocie nakrętki w położenie wyjściowe wskazówka czujnika wróci w położenie zerowe.
W razie przesunięcia się sworznia w główce korbowodu należy wymienió korbowód na nowy.
SPRAWDZENIE RÓWNOLEGŁOŚCI OSI ŁBA KORBOWODU Z OSIĄ SWORZNIA TŁOKOWEGO
Przed wmontowaniem zespołu tłok-korbowód do silnika należy sprawdzić równoległość osi zespołu na specjalnym przyrządzie /rys. 2-34/.
Celem sprawdzenia należy łeb korbowodu /bez panewki/ środkować na nożach 2, a do denka tłoka przystawić sprawdzian 4. Zestawem szczeli-nomierzy sprawdza się luz między pionową płytą przyrządu i pionową powierzchnią sprawdzianu w odległości 125 mm od kąta lub górnego końca sprawdzianu /zależnie od tego, czym on styka się z płytą, kątem czy też górnym końcem/.
Luz ten nie powinien przekraczaó 0,4 mm. Jeżeli luz jest większy - korbowód należy wymienić.
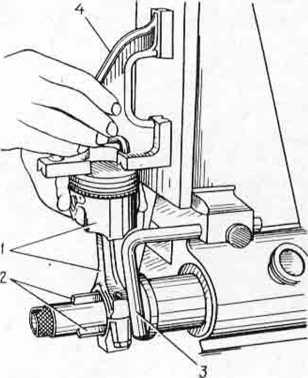
Rys. 2-34. Sprawdzanie równoległości osi sworznia tłokowego z osią łba korbowodu:
1 - zmontowany zespół tłok-korbowód; 2 - noże wysuwne; 3 - opora; 4 - sprawdzian
WAŁ KORBOWY I KOŁO ZAMACHOWE
Główne wymiary wału korbowego przedstawiono na rys. 2-35.
CZYSZCZENIE KANAŁÓW UKŁADU SMAROWANIA
Dla oczyszczenia kanałów wału należy usunąó ich zaślepki. Następnie oczyśció gniazda zaślepek frezem A.94016/10 zamocowanym we wrzecionie A.94016, po tym Btarannie przemyć kanały benzyną i przedmuchać sprężonym powietrzem.
Oprawką A.86010 wcisnąć nowe zaślepki kanałów i dla ich ustalania napunktować każdą zaślep-kę w trzech punktach.


/
Wyszukiwarka
Podobne podstrony:
84208 ksiazka(090) * 1 Następnie przesunąć czujnik 1 tak, aby jego trz-* pień mierniczy oparł się o
ksiazka(051) UKŁAD WYDECHOWY 1 - rura odbiorcza tłumików; 2 - uozczelka; 3 -obejma łącznika rury tłu
star266202 202 Naprawa samochodu terenowego STAR 266 7. W otwór końcówki regulacyj
ksiazka(051) UKŁAD WYDECHOWY 1 - rura odbiorcza tłumików; 2 - uozczelka; 3 -obejma łącznika rury tłu
ksiazka(114) ległość "X" od pochwy mostu do podłużnicy nadwozia - zmierzona w 100 mm od ws
ksiazka(178) SPRAWDZENIE CZUJNIKÓW PRZYRZĄDÓW KONTROLNYCH Czujnik wskaźnika poziomu paliwa Typ czujn
ksiazka(190) Ciąg dalszy tabl. 8-1 Hazwa powierzchni zamkniętej Przez Jaki otwór przeprowadza się
ZALETY CZYTANIA KSIĄŻEK .Książka
więcej podobnych podstron