43177 P1080355 (2)
12. Badanie dokładności robotów przemysłowych
|
1 cykl Ścieżka 1 —► P\ |
Ścieżka 1 —1► P2 |
Ścieżka 1 —► p4 |
|
Ścieżka 2 —► m |
Ścieżka 2 —► P2 |
Ścieżka 2 —s p4 |
|
Ścieżka 3 —► P\ |
Ścieżka 3 —► P2 |
Ścieżka 3 —► P4 |
|
30 cykl Ścieżka 1—► Pj |
Ścieżka 1 —► P2 |
Ścieżka 1 ■—P P4 |
|
Ścieżka 2 —► Pt |
Ścieżka 2 —■*- P2 |
Ścieżka 2 -—► P4 |
|
Ścieżka 3 —► Py |
Ścieżka 3 —► P2 |
Ścieżka 3 —► P4 |
Cykle ruchowe podczas badania powtarzalności pozycjonowania Osiąganej z wielupunk tów[171]
Rysunek 12.5
12.3. Badania dokładności robotów
12.3.1. Warunki prowadzenia badań
Sprawdzanie dokładności robotów musi być przeprowadzane w odpowiednich warunkach i cyklach. Robot powinien być w pełni wyposażony i odpowiednio przygotowany przed każdym z testów. Powinien być zainstalowany zgodnie z wymaganiami febrycznymi zawartymi w instrukcji obsługi, a także być w pełni wyposażony we wszystkie czujniki, ochronne kurtyny i spełniać wszystkie wymogi bezpieczeństwa. Warunki środowiskowe, które wymagają ograniczeń podczas prowadzenia testów to m.in. temperatura 20°C±2°C, a także wilgotność powietrza, limit wysokości umieszczenia robota, wartości pola elektromagnetycznego, zanieczyszczenia powietrza oraz wibracje, określone w dokumentacji technicznej robota lub w normach PN-EN ISO 9946:2003 [175]. Przed rozpoczęciem każdego testu manipulator powinien być zainstalowany odpowiednio wcześniej (ok. 12 godz.) w stałych termicznie warunkach. Powinien być także odizolowany od działania promieni
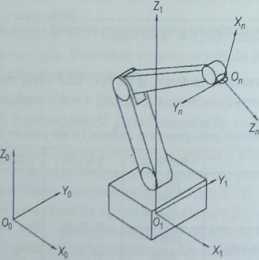
Rysunek 12.6 _
Przykład bazowego układu współrzędnych [ 174]
słonecznych oraz źródeł ciepła. Mierzone wartości pozycji i orientacji (jc, y, z, a, b, c) powinny być naniesione na bazowy układ współrzędnych (rys. 12.6).
Jeśli zadane pozycje lub ścieżki są zdefiniowane w innym układzie współrzędnych (np. przez programowanie off-line), dane należy przenieść na jeden główny układ współrzędnych. Punkt pomiarowy powinien być umieszczony w odpowiedniej odległości na interfejsie mechanicznym oraz mieć skalibrowany efektor (rys. 12.7). Praktycznie wszystkie testy przebiegają z zadanymi prędkościami 100%, 50%, 10% oraz obciążeniem 100% i 10% (tabl. 12.1, 12.2). Wszystkie testy najpierw należy przeprowadzić przy jak największym obciążeniu (tabl. 12.1), potem opcjonalnie przy 10% znamionowego obciążenia.
Lx(XUP)
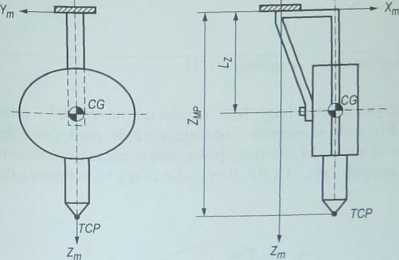
Efektor testowy [171]
Rysunek 12.7
Dokładność pozycjonowania i powtarzalność pozycjonowama jest to korelacja między pozycjami osiągniętymi i zadanymi (rys. 12.8) oraz zmianami położenia osiągniętych punktów dla powtarzalnych serii z punktami zadanymi.
Punktem zadanym nazywamy tu współrzędne punktu wprowadzone do pamięci programowej robota, punktem osiągniętym — współrzędne punktu osiągniętego w odpowiedzi na zadany punkt programowo. Dane można programować sposobami omówionymi w rozdz. 6, tzn. mogą być one:
— wprowadzone przez wprowadzenie punktu przy programowaniu przez nauczanie, czyli dojechanie efektorem do danego miejsca,
- wprowadzone ręcznie przez wpisanie konkretnych współrzędnych lub korekcji jednej lub wielu współrzędnych oraz kątów orientacji efekto-
ra.

357
Wyszukiwarka
Podobne podstrony:
P1080355 (2) 12. Badanie dokładności robotów przemysłowych 1 cykl Ścieżka 1 —► P Ścieżka 1 —1►
P1080358 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścieżek nal
P1080359 (2) 12. Badanie dokładności robotów przemysłowych geometrycznych jest wyznaczana odległość
P1080359 (2) 12. Badanie dokładności robotów przemysłowych geometrycznych jest wyznaczana odległość
29439 P1080353 (2) 12. Badanie dokładności robotów przemysłowych APX =(x-xc) APy
73429 P1080354 (2) 12. Badanie dokładności robotów przemysłowych przy czym 02.15) 02.16) h = J(xj -*
P1080352 (2) 12. Badanie dokładności robotów przemysłowych z zachowaniem tych samych warunków środow
P1080353 (2) 12. Badanie dokładności robotów przemysłowych APX =(x-xc) APy
P1080354 (2) 12. Badanie dokładności robotów przemysłowych przy czym 02.15) 02.16) h = J(xj -*Y +(yj
P1080356 (2) 12. Badanie dokładności robotów przemysłowych Rysunek 118___ Relacja między punktem zad
P1080357 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścieżek nal
P1080358 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścieżek nal
P1080359 (2) 12. Badanie dokładności robotów przemysłowych geometrycznych jest wyznaczana odległość
29439 P1080353 (2) 12. Badanie dokładności robotów przemysłowych APX =(x-xc) APy
78504 P1080356 (2) 12. Badanie dokładności robotów przemysłowych Rysunek 118___ Relacja między punkt
38759 P1080357 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścież
67677 P1080352 (2) 12. Badanie dokładności robotów przemysłowych z zachowaniem tych samych warunków
P1080352 (2) 12. Badanie dokładności robotów przemysłowych z zachowaniem tych samych warunków środow
P1080354 (2) 12. Badanie dokładności robotów przemysłowych przy czym 02.15) 02.16) h = J(xj -*Y +(yj
więcej podobnych podstron