skanuj0007
STOpi—^-----ti'
Rys.3.1 Obszar wtopienia spoiny
W zależności od źródła ciepła rozróżniamy spawanie:
- gazowe - coraz mniejszy zakres stosowania. Temperatura uzyskiwana - 3200°C. Płomień
uzyskujemy - acetylen + tleń, w stosunku 1 1,2, g #1,5 =£2 mm - bez dodatkowego metalu.
Wprowadzenie dodatkowego metalu: przedmioty grubsze + możliwość spawania metali różniących się składem chemicznym.
- łukowe - powstanie łuku przez zetknięcie biegunów na skutek wielkich oporów omowych występujących w miejscu styku dwóch biegunów. Miejsca te silnie się nagrzewają. Wywołuje to emisję elektronów polegającą na wypromieniowywaniu swobodnych elektronów z powierzchni metalu, które zderzają się z cząsteczkami i atomami powietrza, jonizują je, przy czym powietrze staje się przewodnikiem elektryczności. Zjonizowane cząsteczki z ładunkiem ujemnym poruszają się w kierunku anody bombardując i oddając zasób posiadanej energii, przy czym biegun rozgrzewa się bardzo silnie. Podobnie dzieje się z cząsteczkami z ładunkiem dodatnim, które bombardują katodę. Temperatura na biegunach zależy od rodzaju prądu (np. prąd zmienny « 6000°C).Najczęściej stosowane ze względu na szybkie nagrzewanie się części, obejmuje mniej szą powierzchnię niż przy gazowym.
Rodzaj e spawania łukowego:
- elektrodą stapiaj ącą się lub niestapiaj ącą;
- jedną lub dwiema elektrodami, w strumieniu argonu lub helu;
- łukiem bezpośrednim lub pośrednim;
- prądem zmiennym lub stałym;
- łukiem otwartym z ochroną żużlową lub gazową
- z metalem dodatkowym lub bez;
- ręczne, automatyczne lub półautomatyczne.
Stosowane są bardziej nowoczesne rodzaje spawania:
- spawanie atomowe;
- spawanie plazmowe; spawanie elektronowe;
- spawanie laserowe;
spawanie gorącym powietrzem tworzyw termoplastycznych.
Projektując konstrukcję spawaną należy przestrzegać następujące ogólne zasady:
1. Części konstrukcji spawanych staramy się wykonywać z profili znormalizowanych dążąc do zmniejszenia zastosowanych typowymiarów.
2. Wymiary powierzchni nie wymagających obróbki należy dobrać tak, aby części wykonać z profili znormalizowanych bez stosowania dodatkowej obróbki.
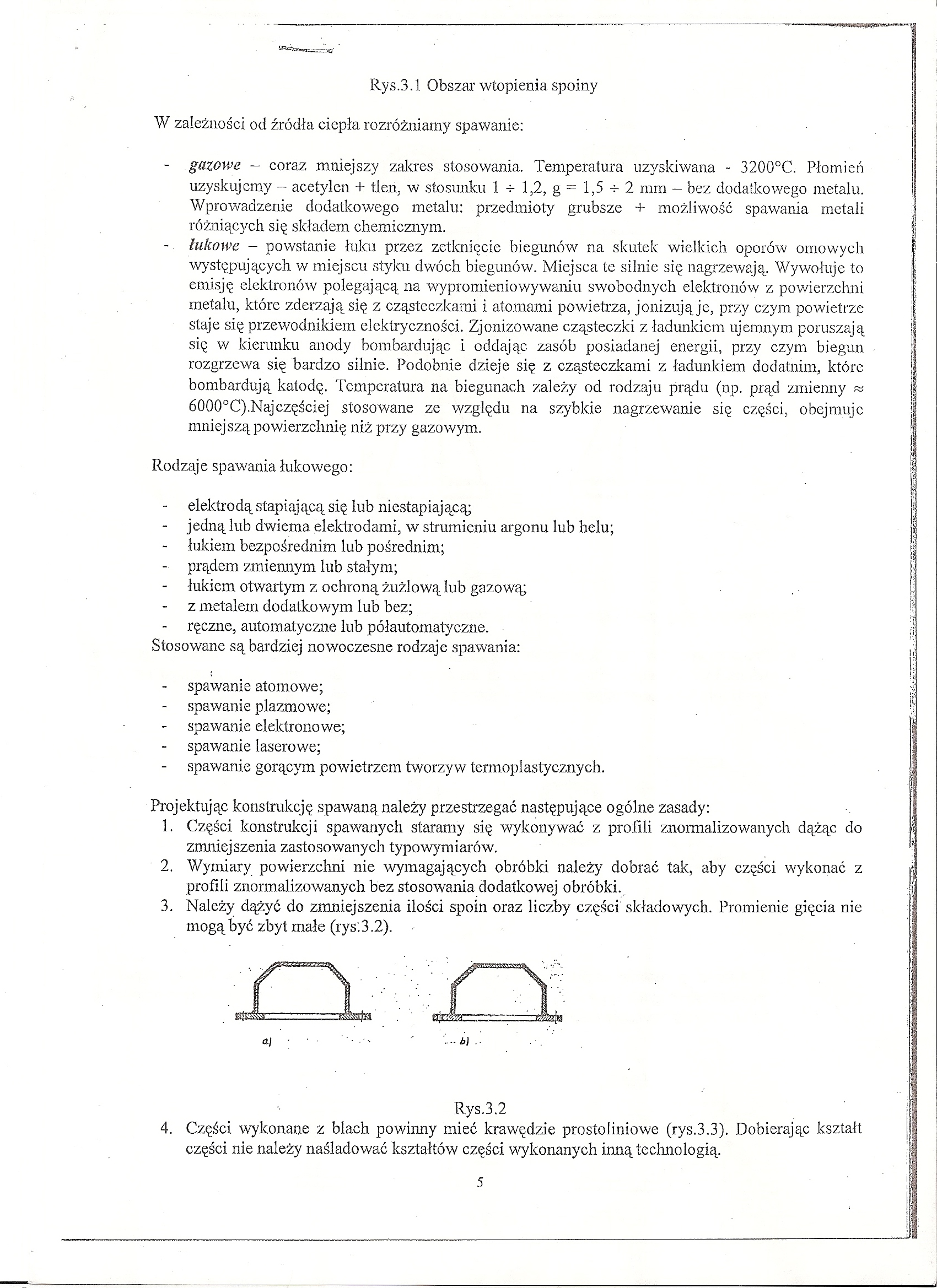
3. Należy dążyć do zmniejszenia ilości spoin oraz liczby części' składowych. Promienie gięcia nie
mogą być zbyt małe (rys.3.2). -

aj ■ ■ ; -il .-
Rys.3.2
4. Części wykonane z blach powinny mieć krawędzie prostoliniowe (rys.3.3). Dobierając kształt części nie należy naśladować kształtów części wykonanych inną technologią.
5
Wyszukiwarka
Podobne podstrony:
skanuj0007 STOpi—^-----ti Rys.3.1 Obszar wtopienia spoiny W zależności od źródła ciepła rozróżniamy
skanuj0026 Włókno włóknu nierówne Klasyfikacja i własności aksonów w zależności od budowy i funkcji
skanuj0015 (231) Analogicznie reakcja instrumentalna, jeśli jest zalezna od jakiegoś sygnału, wystąp
skanuj0002 (354) i 52 Metody spawania w gazach ochronnych w zależności od rodzaju gazu ochronnego I
skanuj0002 (354) i 52 Metody spawania w gazach ochronnych w zależności od rodzaju gazu ochronnego I
21211 skanuj0026 Włókno włóknu nierówne Klasyfikacja i własności aksonów w zależności od budowy i fu
Rys. 4 i 5. Zmiany funkcji 04---- w zależności od promienia k2 — 1 • • niniejsza praca według (3.30)
WSTĘP o PUSTYNI Pustynia to zazwyczaj obszar mało zamieszkały. W zależności od ilości opadów, może b
skanuj0006 Slajd6 Slajd7 KLASYFIKACJA IIKŁADOW REGULACJI____ Slajd l D. W zależności od sygnału
ENERGETYKA WIATROWA W POLSCE Rys. 5. Wielkość turbozespołów wiatrowych w zależności od ich mocy
DSC00761 Rys. 29.6. Odwracalne przywracanie zależnego od gęstości zahamowania wzrostu transformowany
więcej podobnych podstron