skanuj0010 (77)
Uzyskiwane podczas gładzenia chropowatości powierzchni dochodzą do wartości Rz = 0,154-0,5 pm. Osiągana dokładność wymiarowo-kształtowa gładzenia otworów dochodzi do 0,0024-0,005 mm, przeciętnie wynosi około 0,014-0,02 mm.
Kicrunkowość. nierówności w postaci krzyżujących się śladów ziarn ściernych wywiera korzystny wpływ na warunki smarowania powierzchni podczas jej eksploatacji. .
Do wad gładzenia można zaliczyć niemożność usunięcia błędu nieprostopadłości osi •otworu do powierzchni czołowej, ponieważ narzędzie jest najczęściej mocowane wahliwie •(przegubowo). Podczas gładzenia można zmniejszyć głównie owalność i stożkowość otworu, które powstały w obróbce poprzedzającej ten proces.
Dogładzanie oscylacyjne (dogładzanie, superftnish) jest procesem obróbki ściernej powierzchniowej mającym na celu uzyskanie bardzo dużej gładkości powierzchni. Dogładzanie oscylacyjne stosuje się po obróbce przeciąganiem, po bardzo dokładnym toczeniu, szlifowaniu itp. Naddatek na dogładzanie zależy głównie od chropowatości powierzchni uzyskanej w operacji poprzedzającej i wynosi najczęściej około 54-7 pm, co praktycznie ■odpowiada wysokości nierówności powstałych podczas szlifowania i toczenia. Powierzchnia przygotowana do dogładzania nie powinna mieć falistości o wysokości większej niż wysokość chropowatości, gdyż przy względnie małych naciskach jednostkowych osełek dna falistości pozostaną nieobrobione dogładzaniem. Jeżeli falistość powierzchni jest duża, zachodzi konieczność zwiększenia naddatku i stosowania dwóch operacji dogładzania: wstępnej ze zwiększonymi naciskami, przy zastosowaniu gruboziarnistych osełek, w celu .zmniejszenia falistości, oraz operacji wykańczającej drobnoziarnistymi osełkami przy zmniejszonych naciskach jednostkowych. W większości operacji dogładzania oscylacyj-/ nogo usuwa się głównie mikronierówności powstałe w operacji poprzedzającej ten proces.
Charakterystyka kinematyczna dogładzania oscylacyjnego (rys. 10.14) obejmuje taki -układ ruchów narzędzia i przedmiotu, w którym kierunek ruchu wypadkowego każdego
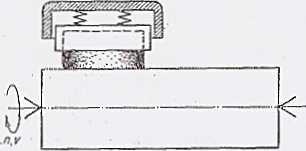
Rys. 10.14. Schemat dogładzania oscy- Rys. 10.15. Rysuuek pomocniczy do wyznaczania
lacyjnego maksymalnej wartości kąta skrzyżowania śladów
w dogładzaniu oscylacyjnym
ziarna ściernego względem powierzchni obrabianej jest nieprzerwanie zmienny, a tory .ziarn ściernych nie pokrywają się. W tym przynajmniej jeden z ruchów jest oscylacyjny — posuwisto-zwrotny o częstotliwości 4004-3000 cykli/min i długości skoku 14-6 mm. Kierunek ruchu oscylacyjnego jest równoległy łub nachylony pod niewielkim kątem do kierunku, w którym występują największe chropowatości powierzchni.
■ fi! .Prędkości obwodowe przedmiotów dogładzanych zawierają się;\v- granicach u = 104-
-jilOO m/rnin, mniejsze dla stali hartowanych, nieco większe (30-^50 m/min) dla stali
... nic hartowanych i największe dla stopów metali nieżelaznych. Zakres prędkości posuwu
V wzdłużnego przedmiotu (lub: osełek) wynosi przeciętnie vs =« 0,54-3 m/min. Wypadkowa
, . prędkość skrawania jest sumą geometryczną prędkości składowych
•^Mti 10 • ’ vc = T+Tosc+Y/, ..... (10.18)
gdzie v jest prędkością obwodową przedmiotu obrabianego, v0IC .— prędkością ruchu oscy-
;V4' lacyjncgo osełek, v^—prędkością posuwu wzdłużnego. • •
Śladom pozostawionym przez ziarno ścierne na powierzchni dogładzanej jest sinusoida,
którą charakteryzuje amplituda równa połowie długości skoku osełek oraz podziałka
(długość fali) pomiędzy wzniesieniami, zależna od stosunku prędkość} obwodowej p.rzcd-
miotu do częstotliwości ruchu oscylacyjnego osełek
, lOOOu :. - |____|
/«m =--.mm, •••• .. (10.19)
»<*c
2it Anne 1000u
y, gdzie /„« jest podziałką (długością fali), określoną odległością pomiędzy odpowiadającymi sobie punktami toru ziarna ściernego, w mm, c — prędkością' obwodową przedmiotu f. dogładzanego,' w m/min, nM0 - liczbą cykli ruchu oscylacyjnego osełek, w cykle/min. flBj. ... Kierunek ruchu ziarna ściernego wyznacza kąt wzniosu wektora prędkości wypadko-. - wej. Maksymalną wartość kąta wzniosu ę (przy »/«■ 0), nazywanego kątem skrźyżpwa-i nin śladów, z kierunkiem śladów pozostawionych w operacji poprzedzającej, wyznacza zależność (rys. 10.15)
OKIHM
V
(10.20)
*PlHU
gdzie tiOTC ma, jest maksymalną prędkością ruchu oscylacyjnego osełek, o - prędkością obwodową obrabianego przedmiotu, — liczbą cykli ruchu oscylacyjnego osełek, A — amplitudą oscylacji osełek, równą połowie długości skoku, ij; Podczas dogładzania oscylacyjnego, z małymi prędkościami obwodowymi przedmiotu, maksymalny kąt skrzyżowania wynosi zazwyczaj 30-H45®, przy większych prędkościach obwodowych dochodzi do 104-20°, a przy wymaganiach gładkości powierzchni R. = 0,64-0,1 pm nawet do 34-4°.
Dla osiągnięcia dużej gładkości powierzchni proces dogładzania prowadzony jest jgfc:dwustopniowo: wstępnie osełkami o większych mikroziamach (F240/454-F360/23) przy g naciskach jednostkowych na powierzchnię obrabianą rzędu (34-4)■ 102 kPa i wykańczająco ^ osełkami o wielkości mikroziarna F500/134-F1000/3znaciskami około (0,54-2,0)-101 kPa. ap'-A'Spoiwo osełek jest ceramiczne lub żywiczne, twardość średnia, materiał ścierny — ..^■elektrokorund, kar-borund lub diament, w zależności od właściwości materiału obrabia-
nego.
Sra
i -ji'Prawidłowo dobrane charakterystyki osełek, naciski jednostkowe i pozostałe warunki Bm Procesu obróbki powinny zapewniać bardzo równomierne zużycie osełek, przebiegające 2, w warunkach samoostrzenia, dzięki czemu odpada konieczność obciągania osełek.
£ .' Proces dogładzania oscylacyjnego prowadzony jest z udziałem chłodziwa spełniającego _' podwójne zadanie. Ciecz wymywa ze strefy skrawania produkty zużycia osełek: wykruszone $gf cząstki ziaren i spoiwa oraz produkty mikroskrawania w postaci mikroskopijnych wiór-. ków. Przy odpowiednio dobranej lepkości cieczy, po osiągnięciu wymaganej gładkości Ł? powierzchni obrabianej, rzeczywiste naciski jednostkowe pomiędzy osełką a powierzchnią
193
13 Obróbka skrawaniem
Wyszukiwarka
Podobne podstrony:
skanuj0052 3 Zakażenia szpitalne i aseptyki przez personel oddziału. Dochodzi do nich podczas zabieg
skanuj0011 (39) d. W procesie apoptozy, podobnie jak w martwicy, dochodzi do rozwoju stanów zapalnyc
skanuj0015 (95) Glicerol nie miesza się z parafiną, dochodzi do rozwarstwienia zawiesiny. Aby uzyska
skanuj0019 (243) ■ powikłane — "w których podobnie jak złamaniach dochodzi do uszkodzenia okoli
skanuj0029 (77) cjalnie wzmocnioną konstrukcję tylnego koła. Służą do pokonywania ekstremalnych prze
Zestaw I 6. Podczas zabiegu trwałej ondulacji dochodzi do ponownego połączenia
Układ Oddechowy0005 Podczas głębokiego wdechu ciśnienie dochodzi do -30 mm Hg, a przy zamkniętej gło
CCF20110216�026 4. Podczas fazy wydechowej kaszlu: a) dochodzi d
56745 skanuj0011 (39) d. W procesie apoptozy, podobnie jak w martwicy, dochodzi do rozwoju stanów za
22272 skanuj0009 202___Krakowskie inscenizacje no,.narasta,_aż. dochodzi do uniesienia, do miłosnej
[_Ruch planet na niebie: planety wewnętrzne_ Podczas koniunkcji dolnej może dochodzić do przejść pla
więcej podobnych podstron