9637173211
Boedan Pawłowski Obróbka cieplna i cienlno-chemicrna stali
ale również pierwiastków stopowych, jednych do obszarów zajętych po przemianie przez węgliki, innych do obszarów zajętych po przemianie przez ferryt.
• Wielkość ziarna austenitu. Podwyższenie temperatury austenityzowania powoduje rozrost ziarn a więc zmniejszenie powierzchni granic ziam austenitu. Obszary te są miejscami łatwego zarodkowania ferrytu, perlitu a także bainitu. Ograniczenie liczby tych miejsc zwiększa trwałość austenitu a zatem zwiększa hartowność.
• Jednorodność austenitu. Im austenit jest bardziej jednorodny pod względem składu chemicznego, tym większa jest hartowność stali.
• Obecność nierozpuszczonych podczas austenityzowania cząstek. Nierozpuszczone węgliki, tlenki, azotki, związki międzymetaliczne - zmniejszają hartowność, ponieważ granice między cząstką a austenityczną osnową, podobnie jak granice ziam austenitu, są miejscami uprzywilejowanego zarodkowania produktów przemian dyfuzyjnych i pośrednich.
Dla określenia hartowności stosowane są następujące ważniejsze metody:
• Ocena hartowności na przełomie - polegająca na obserwacji przełomu zahartowanej próbki. Strefa zahartowana jest matowa, jedwabista i łatwo ją odróżnić od nie zahartowanego rdzenia, co pozwala ustalić grubość warstwy zahartowanej.
• Metoda krzywych U, wg Grossmanna - na zahartowanych w wodzie lub w oleju cylindrycznych próbkach dokonuje się pomiarów twardości wzdłuż ich średnicy. Graficzne przedstawienie wyników pomiarów w postaci wykresu twardość-średnica przekroju, pozwala na otrzymanie krzywych o kształcie litery U. Za granicę strefy zahartowanej przyjmuje się miejsce gdzie występuje najbardziej gwałtowny spadek twardości. Zwykle w tym miejscu występuje 50% martenzytu. Jest to tzw. strefa półmartenzytyczna.
• Próba chłodzenia od czoła, wg Jominy - cylindryczna próbka po austenityzowaniu jest umieszczana w specjalnym aparacie, gdzie chłodzona jest natryskiem wody tylko dolna płaszczyzna czołowa próbki (im dalej od czoła próbki tym chłodzenie jest wolniejsze). Po ostygnięciu próbki i przeszlifowaniu wzdłuż dwóch przeciwległych tworzących dokonuje się na oszlifowanych powierzchniach pomiarów twardości w skali HRC. Uśrednione wyniki pomiarów przedstawia się w formie graficznej jako wykres twardości w zależności od odległości od czoła (tzw. krzywa Jominy) - rys.8.15.
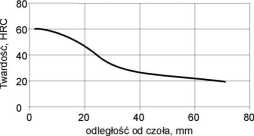
Rys. 8.J5. Krzywa Jominy stali 40H
Wykres ten wykorzystuje się do wyznaczenia najczęściej stosowanych miar hartowności, którymi są odległość od czoła strefy półmartenzytycznej lk, średnica krytyczna Dk i idealna średnica krytyczna Dik. Znając odległość krytyczną lk, z odpowiednich nomogramów odczytuje się tzw. średnicę krytyczną dla danego ośrodka chłodzącego lub idealną średnicę krytyczną (dla ośrodka chłodzenia o hipotetycznej, nieskończenie dużej intensywności chłodzenia). Średnica krytyczna Dk jest to średnica pręta zahartowanego na wskroś w ośrodku chłodzącym o danej intensywności chłodzenia. Pręt zahartowany na wskroś najczęściej oznacza pręt, w którego osi
157
Wyszukiwarka
Podobne podstrony:
Boedan Pawłowski Obróbka cieplna i cienlno-chemicrna stali W wysokostopowych stalach z chromem zacho
Boedan Pawłowski Obróbka cieplna i cienlno-chemicrna stali Praktyczne zastosowanie parametru
Boedan Pawłowski_ Obróbka cieplna i cienlno-chemicrna stali 8.4.I.5. Wyżarzanie z przemianą
Boedan Pawłowski_ Obróbka cieplna i cienlno-chemicrna stali S.4.2.2. Kryterium wystarczającej
Boedan Pawłowski_Obróbka cieplna i cienlno-chemiczna stali Tabela 8.1. Szybkość chłodzenia w różnych
Boedan Pawłowski Obróbka cieplna i cienlno-chemicrna stali ziam austenitu wzdłuż uprzywilejowanych
Boedan Pawłowski Obróbka cieplna i cienlno-chemicrna stali bezpośrednio po hartowaniu aby uniknąć
Boedan Pawłowski Obróbka cieplna i cienlno-chemicrna stali drobnych i rozroście dużych, które zaczyn
Bogdan Pawłowski Obróbka cieplna i cienlno-chemiczna stalia) Rys. 8.19. Sposoby hartowania objętości
Boedan Pawłowski Obróbka cieplna i cieplno-chemicma stali 8. OBRÓBKA CIEPLNA I CIEPLNO-CHEMICZNA STA
Boedan Pawłowski Obróbka cieplna i cieplno-chemicma stali %C Rys. 8.14. Zakresy temperatur niektóryc
Boedan Pawłowski Obróbka cieplna i cieplno-chemicma stali jest 50% martenzytu (D50), chociaż określa
Boedan Pawłowski Obróbka cieplna i cieplno-chemicma stali temperatury austenityzowania doprowadziłyb
Boedan Pawłowski Obróbka cieplna i cieplno-chemicma stali następuje ich gwałtowny rozrost. W stalach
Boedan Pawłowski Obróbka cieplna i cieplno-chemicma stali fazowych połączonych z dużymi zmianami
Boedan Pawłowski Obróbka cieplna i cieplno-chemicma stali a także szybkość narastania faz w perlicie
Boedan Pawłowski Obróbka cieplna i cieplno-chemicma stali Ti > T2 > T3 Rys. 8.7. Schemat powst
2 (729) f 3ogdar. Pawłowski Obróbka cieplna i cicpino-chcmiczna stali Bogdan Pawłowski Sposób wykona
Bondan Pawłowski_ Obróbka cieplna i cieplno-chemicma stali S.2.2.2. Tworzenie się bainitu dolnego Ba
więcej podobnych podstron